
1
2026.6
作者
9
阅读量
在CNC机械加工领域,铣削是应用最广泛的基础工艺之一。不同的铣削工艺适配不同的工件材质、结构造型与加工需求,精准区分各类铣削方式的特点,是提升加工精度、表面质量与加工效率的关键。下面为大家详细介绍行业内常用的铣削工艺及适用场景。
1. 平面开槽铣削工艺
该工艺是机加工中的基础工艺,核心适用于工件平面开槽、切边、直边切割等常规作业。加工过程中可打造平整光滑的工件表面,直边切割精度稳定,适配绝大多数常规金属、非金属材料的基础加工,通用性极强,是零部件粗精加工中常用的工艺方式。

2. 硬质材料槽型加工工艺
针对硬质工件的槽体、凹槽加工优化设计,加工稳定性强,切割精度高,成型后的工件表面质量优异。在高强度、高硬度材料的平面槽体加工中优势突出,能够有效保证槽体尺寸规整、边缘平整,满足精密零部件的硬质材料加工要求。

3. 三维曲面轮廓铣削工艺
主打三维复杂轮廓、异形曲面的精细化加工,是模具制造行业的核心工艺之一。加工过程中可有效减少工件材料崩损、边角破损等问题,能够完美适配各类不规则曲面、立体轮廓的成型加工,成品平整度与规整度高,适配各类精密模具、异形结构件生产。
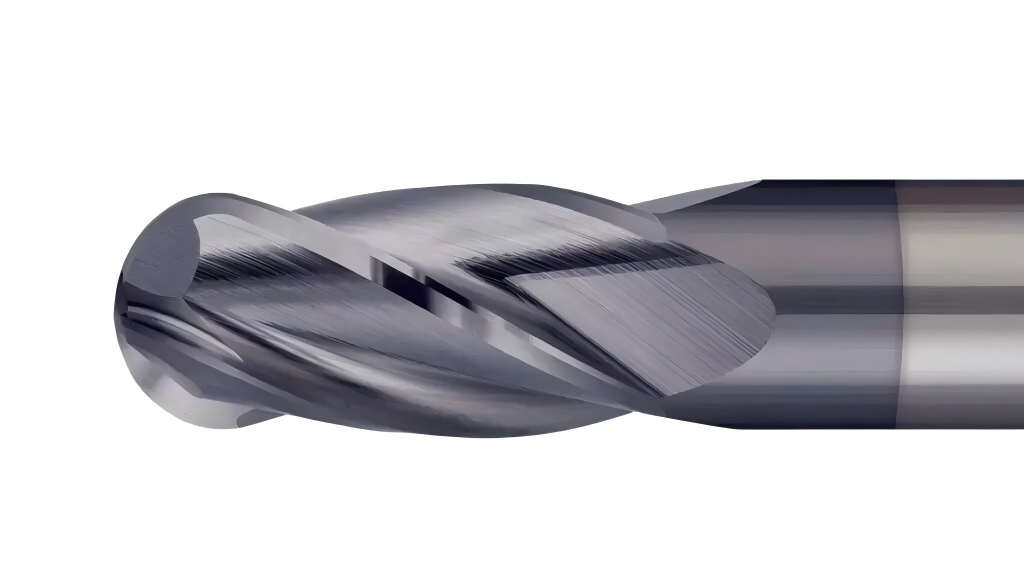
4. 圆弧边角精加工工艺
融合平面铣削与曲面铣削的双重优势,主要用于工件圆边、圆弧边角的精密加工。该工艺可有效降低加工过程中工件边角损坏、崩边的概率,提升成品合格率,尤其适用于模具、精密配件的圆弧倒角、圆形边缘成型加工。

5. 高效粗加工铣削工艺
专为工件大余量去除、前期粗加工工序设计,加工效率极高。工艺具备良好的排屑性能,可有效避免加工碎屑堵塞加工路径,适配各类硬质材料的前期粗铣作业,能够快速清除工件多余基材,为后续精加工工序打好基础,大幅提升整体加工效率。

6. 大面积平面铣削工艺
分为常规平面铣削与大尺寸工件平面铣削两种应用形式,核心优势是平面加工效率高、成型表面平整。常规平面铣削适用于中小工件的平面精加工,可实现优良的表面光洁度;大尺寸平面铣削则专门针对超长、超宽工件设计,能够在短时间内完成大面积基材去除,适配大批量、大型工件的平面加工生产。

7. 通用平面精加工工艺
适用于各类材料基础平面的精细化加工,操作便捷、性价比高。主要用于工件平面的后期修整、精加工作业,可打造高质量的平整表面,适配常规零部件的收尾加工、平面修型等基础工序,通用性极强。

8. 空心结构精密加工工艺
针对管状、空心轴类零部件定制的铣削工艺,依托专属空心加工结构,适配车床配套加工场景。主要应用于精密管材、空心轴等异形中空零件的成型加工,能够有效简化加工流程,大幅提升中空类精密配件的生产效率。

9. 精密螺纹铣削工艺
是高精度螺纹加工的核心工艺,可同时完成工件内螺纹、外螺纹的加工成型。相较于传统攻丝工艺,该工艺加工灵活性更强、螺纹精度更高,适配金属、塑料等多种材质的精密螺纹加工,广泛应用于高精度螺纹配件的生产制造。

10. 高平整面精加工工艺
聚焦小范围、高精度平面的精加工场景,主打极致的表面成型质量。加工后的工件表面平整光滑、无毛刺、无划痕,对小型精密零件的平面修整、高精度贴合面加工适配性极佳,是精密小件加工的常用工艺。

11. 燕尾槽成型加工工艺
专属燕尾形槽体的定制加工工艺,加工成型的燕尾槽结构咬合性强、连接稳固、耐用性高。不仅适用于机械配件的槽体加工,也广泛应用于木工精密拼接、橱柜定制等场景,可精准完成燕尾槽的规整成型,保障构件连接稳定性。

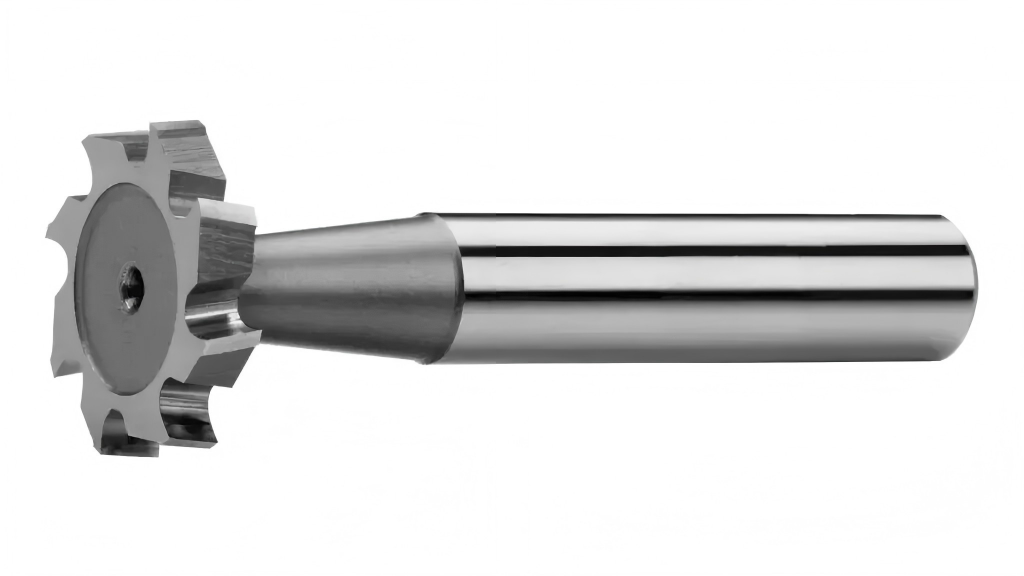
12. 半圆键槽加工工艺
专为轴类零件的半圆键槽、弧形槽体加工设计,工艺适配性专一、成型精度高。是机械传动类零部件加工的基础工艺,能够满足各类轴类配件的键槽装配需求,保障设备传动结构的精准配合。
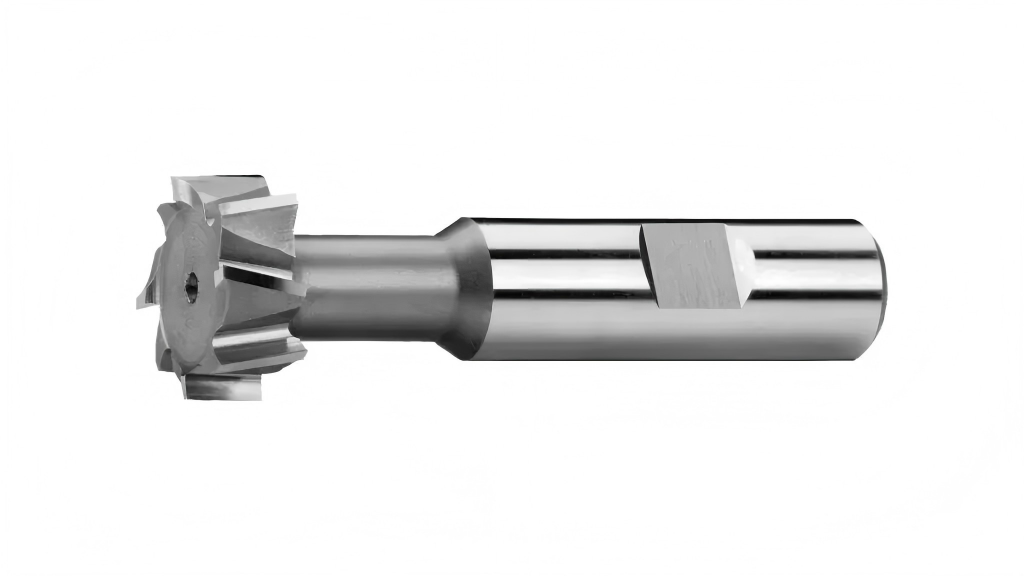
13. T型槽专用加工工艺
主要用于机床工作台、机械零部件的T型凹槽成型加工。加工成型的T型槽尺寸规整、精度达标,可稳定用于工件、工装夹具的固定安装,是机床配件、工装模具加工的必备工艺。
14. 木工塑形铣削工艺
适配木材、木质构件的切割、塑形与修整作业,工艺柔性较强。除了常规木质零件的造型加工,也可完成各类木制品的边角修整、轮廓塑形,广泛应用于木工加工、家具定制等行业。

15. 异形轮廓成型工艺
针对非标、异形轮廓、特殊造型工件的定制化铣削工艺。常规标准铣削工艺无法完成的复杂造型、特殊纹路、异形轮廓,均可通过该工艺实现加工成型,广泛应用于定制化机械配件、非标零部件的生产加工。

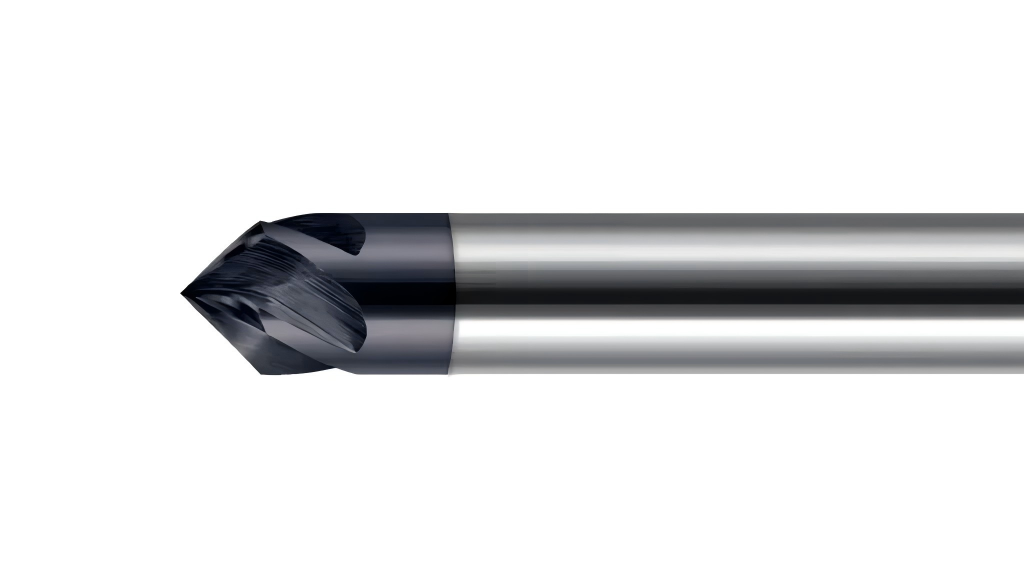
16. 工件倒角加工工艺
主要用于工件边角斜边、倒角的规整加工,适配金属、木材等多种材质。加工后的工件边角光滑无毛刺,不仅提升产品外观规整度,还能优化工件焊接、装配效果,避免尖锐边角影响后续工序,是机加工、木工加工的通用辅助工艺。
17. 钻铣复合加工工艺
集成钻孔、锪孔、轻量铣削等多重功能的复合工艺,功能性全面、适配场景广泛。可一次性完成工件的打孔、扩孔、平面轻修等多道工序,简化加工流程,提升中小零件的综合加工效率。
