
30
2026.5
作者
9
阅读量
在机械加工过程中,切屑的形态控制和有效排出直接影响加工效率和工件表面质量。缠屑现象指切屑在加工过程中缠绕在刀具或工件上,轻则导致加工不稳定、刀具磨损加剧,重则造成工件报废甚至刀具断裂。以下分析容易产生缠屑的加工类型,并提供针对性的解决方法。

一、容易产生缠屑的典型加工场景
1.1 车削加工
车削过程中,特别是连续切削时容易产生长条状切屑,这些切屑极易缠绕在刀具或工件上。软钢、铝合金、铜等塑性较好的材料是缠屑高发材料。
1.2 钻削加工
深孔钻削中,由于排屑路径长,切屑难以顺利排出,容易缠绕在钻头上。同样,软钢、铝合金、铜等材料更容易出现这一问题。
1.3 铣削加工
侧铣加工时,切屑容易聚集在铣刀周围,影响加工稳定性。铝合金、软钢和铜等材料在铣削过程中缠屑现象较为常见。
1.4 镗削加工
深孔镗削过程中,切屑容易在孔内堆积,造成缠屑。材料特性与上述加工类型类似,铝合金、软钢、铜等为主要问题材料。
1.5 攻丝加工
攻丝加工的排屑空间有限,切屑极易缠绕在丝锥上,严重时会导致丝锥断裂或螺纹加工不完整。问题材料同样集中在铝合金、软钢和铜等。
1.6 塑料及复合材料加工
加工热塑性塑料和复合材料时,切屑容易因高温软化而粘附在刀具和工件表面,形成类似缠屑的问题。
1.7 高速切削
高速切削产生的高温会使切屑软化,更容易粘附和缠绕在刀具上。铝合金、钛合金等高强度材料在高速切削时尤其需要注意。

二、缠屑问题的系统解决方法
2.1 优化刀具几何参数
• 增大前角:合理增加刀具前角,使切屑更容易卷曲和流出
• 调整后角:适当增大后角,减少切屑与刀具后刀面的摩擦
• 优化刃口圆弧:通过调整刃口圆弧半径改变切屑形态,减少缠绕倾向
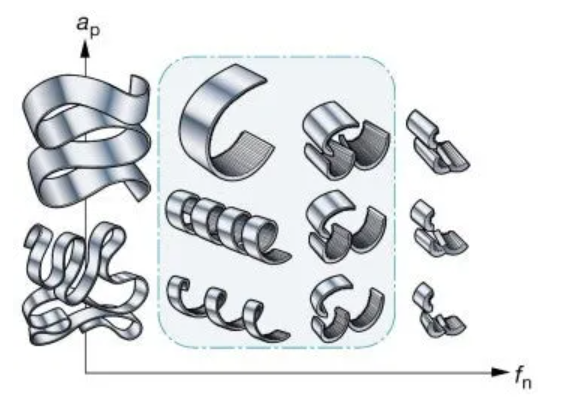
2.2 合理选择切削参数
• 调整切削速度:通过提高或降低切削速度改变切屑形成条件,避开缠屑易发区间
• 优化进给量:适当增大进给量可使切屑变短变厚,减少缠绕可能性
2.3 改进冷却润滑方式
• 采用高压冷却:高压冷却液能够有效冲散和带走切屑,防止堆积缠绕
• 选用合适切削液:增强润滑效果,降低切屑与刀具之间的摩擦系数
2.4 刀具材料与涂层选择
• 硬质合金刀具:选用耐磨性更好的硬质合金刀具,减少磨损导致的切屑形态异常
• 功能性涂层:TiN、TiAlN等涂层可降低摩擦系数,减少切屑粘附
2.5 断屑槽设计与应用
在刀具上设计合理的断屑槽结构,使切屑在形成过程中自然折断,从根本上减少长切屑产生,这是解决缠屑最直接有效的方法之一。
2.6 调整加工工艺策略
• 分段加工:特别是深孔加工时,采用分段进刀、定期退刀排屑的策略
• 改变进刀方向:在某些工艺中采用反向进刀,改变切屑流向,减少缠绕

三、实际应用案例参考
案例1:车削加工缠屑
问题表现:长条状切屑持续缠绕刀具
解决方案:增大刀具前角和后角,采用高压冷却系统,更换带断屑槽的刀片
案例2:深孔钻削排屑困难
问题表现:深孔加工时切屑无法排出,堆积缠绕
解决方案:选用带内冷和排屑槽的专用钻头,采用定期退刀排屑策略,配合高压冷却
案例3:攻丝加工缠屑
问题表现:切屑缠绕丝锥,导致螺纹质量差甚至丝锥断裂
解决方案:使用高润滑性切削液,选用专用排屑型丝锥,优化切削速度和进给参数
通过综合运用上述措施,可以有效减少机械加工中的缠屑问题,显著提升加工效率和工件表面质量,同时延长刀具使用寿命。