
29
2026.5
作者
20
阅读量
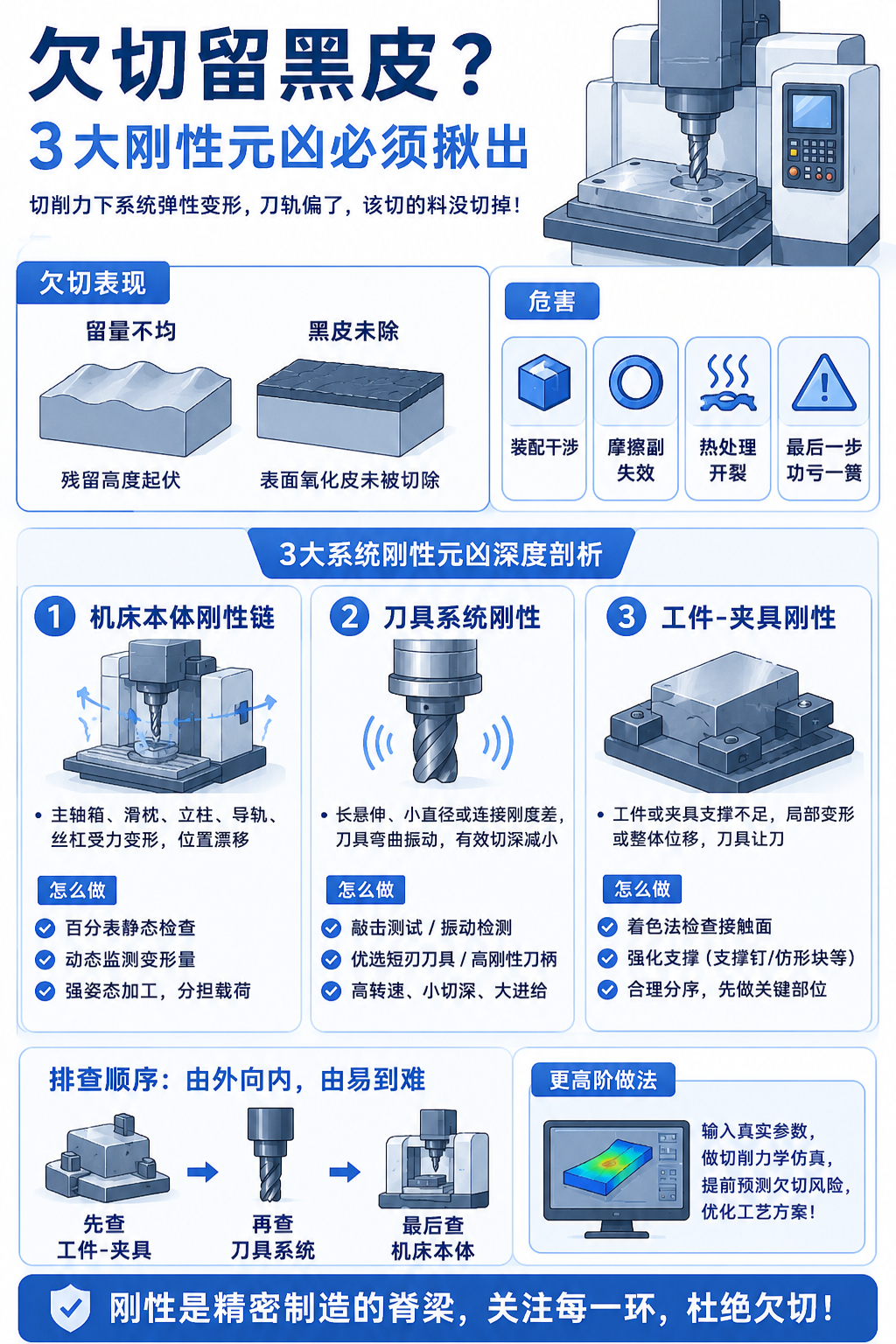
精铣平面,程序对刀全对,完工后有的地方光亮如镜,有的地方还留着黑皮,刀具没走到。这就是欠切——切削力下系统弹性变形,刀轨偏了,该切的料没切掉。拆开来看,根在刚性上。
一、认识欠切
欠切有两种典型表现。留量不均:像地形图上的丘陵,残留高度起伏,常出现在侧铣深腔或大跨度面铣时。黑皮未除:工件表面原始氧化皮或热处理层没被切除,说明前一道工序就没清干净,多发生在精加工底面或阶梯面。
后果很直接:装配干涉、摩擦副失效、热处理开裂,高价值工件最后一步报废。欠切和过切不一样——过切是"多做",源于几何错误;欠切是"少做",源于力学变形。根治就得找到刚性最弱的那一环。
二、刚性元凶
元凶一:机床本体刚性链
机理:切削力让主轴箱、滑枕、立柱这些运动部件弹性变形,导轨和丝杠接合面也有微量位移,主轴鼻端在空间中的实际位置就漂了。
典型表现:大跨度平面加工,中间部位留量比四周多;龙门铣横梁不同位置切削深度不一致;重载切削时尺寸跟着载荷波动。
对策:
静态检查:不同工作台位置、不同主轴伸出长度下,用百分表打主轴相对工作台的位移变化
动态监测:典型切削工况下,用位移传感器测关键结构件的变形量
工艺规避:最精密的加工安排在机床刚性最强的姿态下完成,多刀接力、小切深分担载荷,滑枕全伸出时别做重切削
元凶二:刀具系统刚性
机理:长悬伸刀具、小直径刀具或者连接刚度不够的刀柄,在切削力激励下发生弯曲振动,刀尖实际轨迹振幅加大,有效切削深度瞬时减小。
典型表现:深腔侧壁或深孔底部同时出现周期性振纹和材料残留;用细长立铣刀时底部尺寸不到位;换成高刚性刀柄后问题消失。
对策:
敲击测试:装好刀具后用手或橡胶锤轻敲,声音沉闷则刚性好,清脆则差;有条件用测振仪看振动衰减速率
刀具选择:优先用短刃刀具、大螺旋角刀具,以及液压刀柄、热缩刀柄等高刚性连接方式
参数优化:避开易发颤振的临界转速,高转速、小吃深、大进给稳定切削
元凶三:工件-夹具刚性
机理:工件本身刚性不足或夹具支撑刚性不够,在切削力下发生局部变形或整体位移。加工时看似到位,松夹后回弹,或者加工过程中直接让刀。
典型表现:薄板类工件中间区域残留黑皮;复杂铸件悬臂部位尺寸不稳定;虎钳装夹时工件被抬起。
对策:
着色法检查:夹具支撑面上涂色,装夹后取下工件,观察接触印痕是否均匀充分
强化支撑:增加可调支撑钉、工艺螺栓等辅助支撑,用仿形支撑块,或真空夹具、熔蜡固定提供全域支撑
分序减压:合理安排工序,在工件被大量去除材料、刚性骤降之前,先完成关键部位的加工
系统性解决
三条线通常同时有问题,排查得按顺序。
先查工件-夹具
再刀具系统
最后机床本体——由外向内,由易到难。
更彻底的解决方案:在工艺仿真平台中导入真实的机床刚性参数、刀具几何模型和夹具支撑条件,进行切削过程动态力学仿真,提前圈出所有过切、欠切和变形风险区域。投产前完成全流程虚拟加工验证,远比零件报废后再复盘更经济高效。