
29
2026.5
作者
20
阅读量
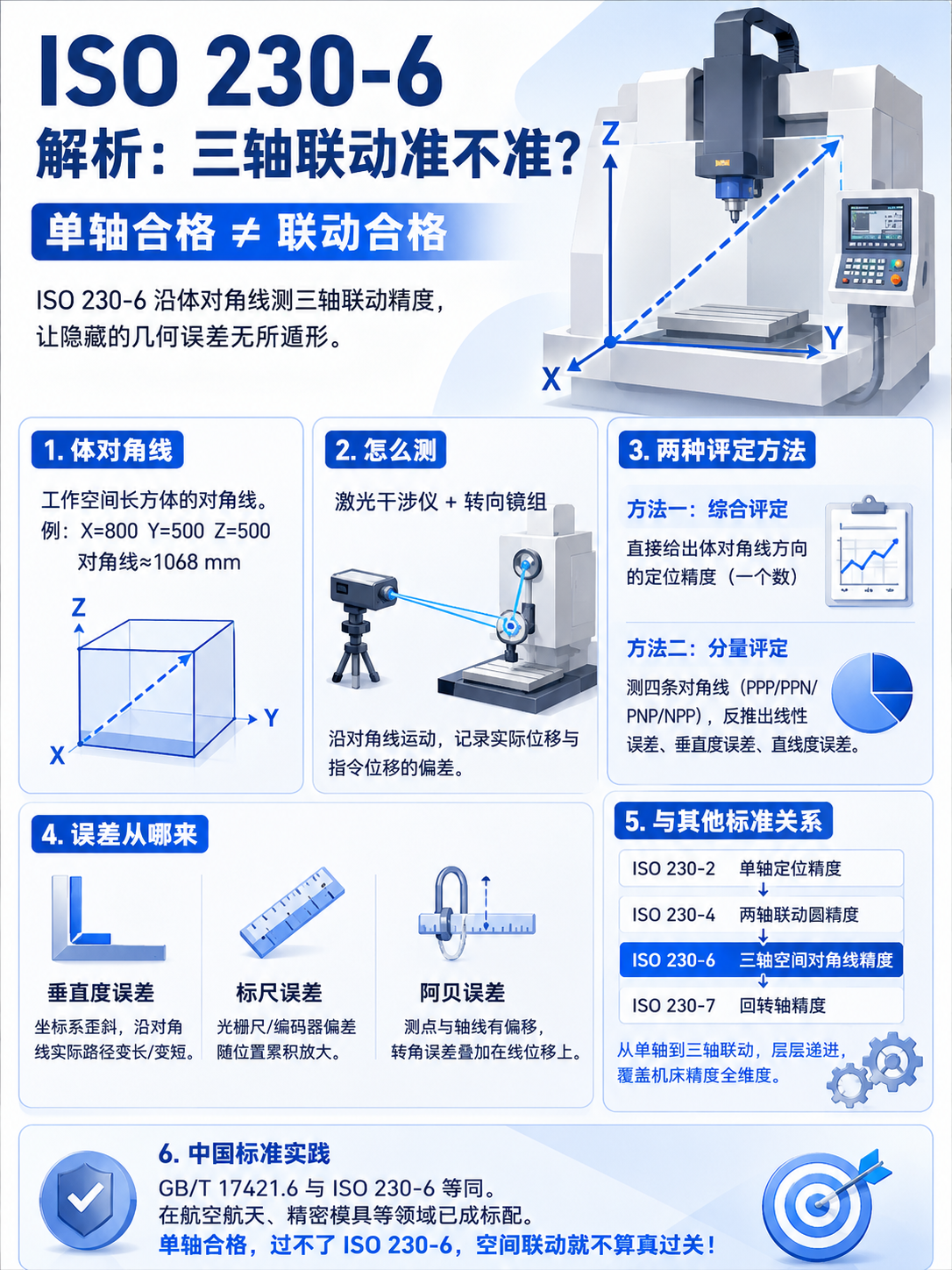
一台三轴加工中心的三个直线轴——X、Y、Z——各自测出来定位精度都合格,但加工一个空间斜面时尺寸总不对。问题出在哪里?
单轴合格不等于联动合格——X、Y、Z 之间的垂直度偏差、不同步、坐标系歪了,单轴测量看不出来。ISO 230-6 干的事就是让这些隐藏问题暴露:沿机床工作空间的对角线走一趟,把三个轴的联动精度打包成一个数给出来。
对应的中国标准是GB/T 17421.6《机床检验通则第6 部分:体对角线位移精度》。
二、体对角线是什么?
把机床的工作空间想象成一个长方体。从它的一个角到空间对角的那条斜线,就是体对角线。比如一台立式加工中心行程 X=800、Y=500、Z=500,体对角线长度大约一米出头(√(800²+500²+500²) ≈ 1068mm)。
ISO 230-6 定义了四条测试路径:三条轴同时正向走(PPP)、同时反向走(NNN),以及各轴正反方向的不同组合(PPN、NPN、NPP 等)。不同方向走出来的偏差不一样,把这些数据凑在一起,才能把垂直度误差、标尺误差和阿贝误差分离出来。
二、怎么测
工具是激光干涉仪,配上转向镜组。激光头放机床外面,光束沿着体对角线方向射入;转向镜装在主轴上,反射镜放在工作台上。一次安装光路,沿对角线跑完整条线,干涉仪自动记录实际位移和指令位移的偏差。缺点是一次只能拿到对角线方向的综合误差,各轴的分量得靠后面说的四组数据反推。
另一种方案是用激光跟踪仪在体对角线上逐点采空间坐标,数据更全但效率低。常规验收还是激光干涉仪为主。
三、两种评定方法
ISO 230-6 给了两条路:
方法一,直接看体对角线方向上的定位精度。和单轴定位精度计算方式类似(参考 ISO 230-2),结果是一个综合数字——三个轴在这条斜线上的误差全打包了。
方法二,用四条体对角线(PPP、PPN、PNP、NPP)的数据做数学反推,把三个直轴的线性定位误差、垂直度误差、直线度误差逐一拆出来。优势是测四条线就能分离多项几何误差,比一条轴一条轴地查效率高得多。
四、误差从哪来
体对角线测量最敏感的三种误差:
垂直度误差:X 和 Y 不严格垂直,坐标系是歪的,沿对角线走的实际路径就会比理论路径长或短。这是对角线测量抓得最准的一类问题。
标尺误差:光栅尺或编码器标定有偏差,偏差随位置累积,对角线上表现成比例放大。
阿贝误差:测点和驱动轴线不重合(有阿贝偏移),轴的转角误差会在线位移上叠加附加偏差。三轴联动时这个效应会被放大。
五、跟其他标准什么关系

ISO 230-2 测单轴,ISO 230-4 测平面圆,ISO 230-6 测空间对角线——三个标准一级一级往上加,覆盖了从单一轴到三轴联动的全维度。
六、中国标准实践
GB/T 17421.6 与 ISO 230-6 等同。体对角线检测在国内五轴机床和精密加工中心的出厂检验中正在铺开。现实中,激光干涉仪加转向镜组的设备投入不低,操作也比单轴复杂,很多中小机床厂还没把这条列进出厂必检项。
但在航空航天结构件、精密模具这些对空间精度较真的领域,对角线检验已经是标配了。单轴合格,过不了 ISO 230-6 这关,空间联动就不算真过关。