
28
2026.5
作者
3
阅读量
一、为什么要在车间测噪声践
验收数控机床,清单上有精度、有速度。噪声那一栏,大部分人扫一眼就翻过去了。精度差了要报废,噪声大点——忍忍。但噪声远不止是耳朵吵不吵的事:轴承磨损、齿轮啮合变差、动平衡跑偏,这些毛病在影响加工精度之前,往往噪声先变。
机床噪声是一支机械状态的温度计——声级高了、频谱多了一个尖峰,里面就有东西在喊疼。
ISO 230-5 全称「机床检验通则——第5部分:噪声发射的确定」,规定了车间现场测量机床噪声的完整方法。国内对应标准是 GB/T 17421.5,技术内容等同。检测报告上那一串 dB(A) 数字,出处就是它。
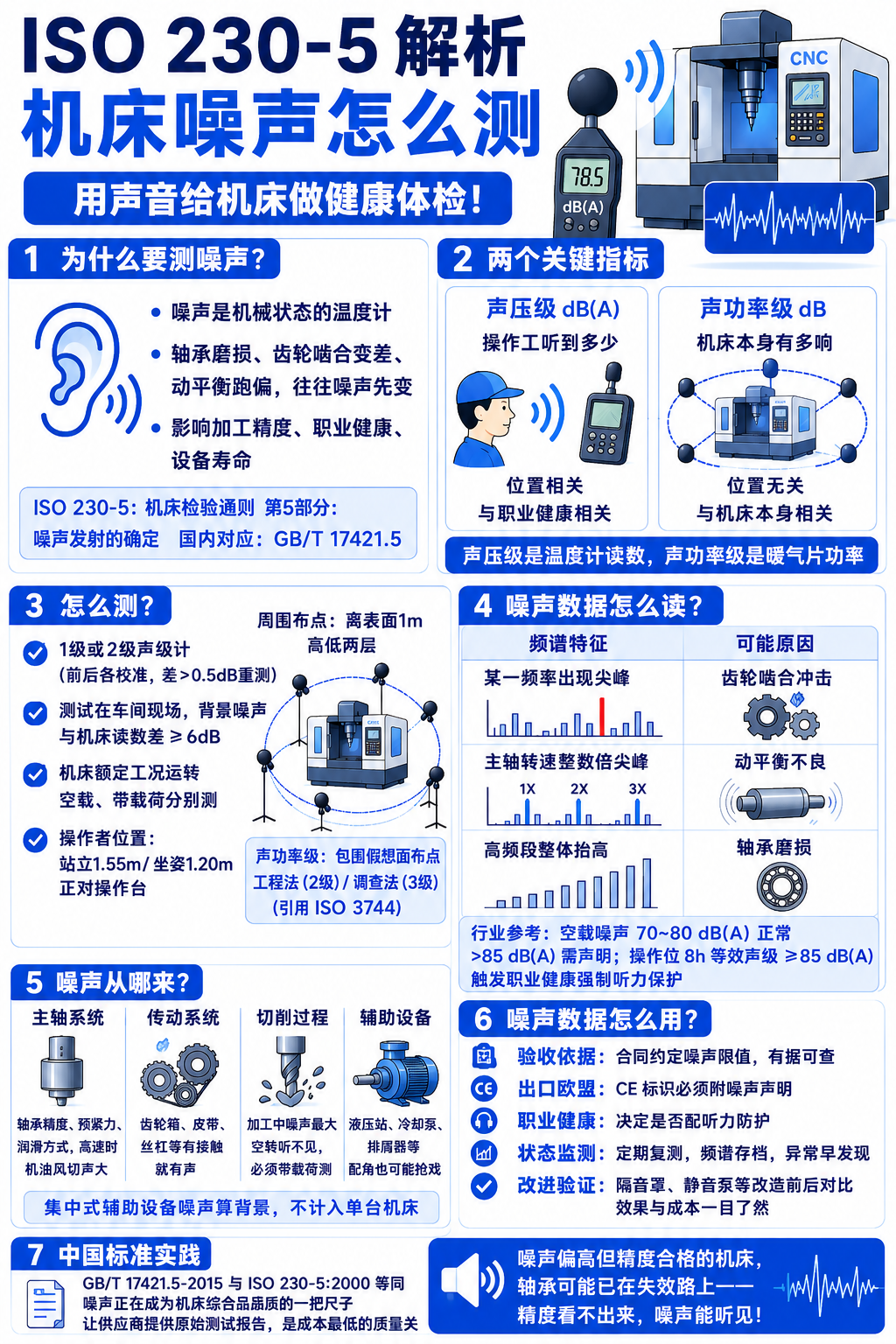
二、两个关键指标:声压级与声功率级
标准规定了两种测量指标,各管一路。发射声压级(dB(A)):在操作者耳朵位置放传声器,读数即所得,回答「操作工听见多少分贝」——跟职业健康直接相关。声功率级:在机床周围包一个假想面,各测点按面积加权算出整机往外辐射的声总能量,回答「这台机床本身有多响」——跟放哪个车间没关系。打个比方:声压级是温度计读数,位置一变数就变;声功率级是暖气片功率,换到哪个房间发热量没变。
三、怎么测
核心仪器是一台1级或2级声级计,配实时频率分析,测试前后各校一次——前后差超过 0.5 dB 作废重来。测试在车间现场做,背景噪声与被测机床读数差至少 6 dB。机床必须额定工况运转,空载和带载荷两种状态分别出数据。操作者位置:传声器离地 1.55m(站)或 1.20m(坐),正对操作台。周围围着机床均匀布点,离表面 1m,高低两层。声功率级在机床外包一个假想面,面上布点算出整机声能量,精度分 2 级(工程法,引用 ISO 3744)和 3 级(调查法,ISO 230-5 内有完整叙述)。
四、噪声数据怎么读
一轮完整测试下来,频带声压级才是诊断核心。经验够的工程师看频谱像看化验单——哪段高了、哪里多了一个峰,心里有数。
|
频谱特征 |
可能原因 |
|
某一频率出现尖峰 |
齿轮啮合冲击 |
|
主轴转速整数倍尖峰 |
动平衡不良 |
|
高频段整体抬高 |
轴承磨损 |
表:频谱特征与常见故障对照
行业参考值:数控车床、加工中心空载噪声70~80 dB(A) 算正常,超过85 dB(A) 欧盟机械指令要求手册声明声功率级,操作位 8h 等效声级 ≥ 85 dB(A) 触发职业健康强制听力保护。
五、噪声从哪来
噪声不是整台机床均匀往外冒的。ISO 230-5 的测点布法能定位哪个方向最吵。主轴系统是最大头:轴承精度、预紧力、润滑方式决定底噪,高速时机油风切声压过机械噪声。传动系统——齿轮箱、皮带、丝杠——有接触就有声,齿轮啮合频率的特征信号最好认。切削过程是加工中嗓门最大的那段,空转听不见,必须带载荷测。辅助设备(液压站、冷却泵、排屑器)是典型的配角抢戏——但集中式辅助设备发出的噪声算背景,不往单台机床上记。
六、噪声数据怎么用
ISO 230-5 的测试报告不是锁柜子里的合规文件。五种实际用法:出厂验收时合同里写「空载噪声 ≤ XX dB(A),参照 ISO 230-5」有据可查;出口欧盟的 CE 标识必须附噪声发射数据;操作位噪声数决定要不要配听力防护;隔段时间复测一次,频谱存档——同一个工况下频谱多出一个尖峰,就是事要来了;加隔音罩、换静音泵之后,前后数据一比对,花没花冤枉钱说得清。
七、中国标准实践