
22
2026.5
作者
31
阅读量
一、超硬材料发展历程
1955年,美国GE公司采用高温高压方法获得人造金刚石。
1957年,采用高温高压方法合成立方氮化硼(CBN)。这些人造材料极大丰富了材料体系,开辟了"超硬材料"新领域。
早期这些材料在机械加工领域主要用作磨料。1977年,GE公司成功开发金刚石烧结体(PCD)和CBN烧结体(PCBN)并制成刀片,使人造超硬材料应用从磨削扩展到切削领域,推动了切削加工技术发展。
实践表明,切削有色金属时,金刚石刀具耐用度相比硬质合金刀具可提升数十至数百倍。立方氮化硼(CBN)应用范围虽不及金刚石广泛,但在加工淬硬黑色金属方面表现突出。诸多切削加工理念,如绿色加工、以车代磨、以铣代磨、硬态加工、高速切削、干式切削等,都因超硬材料应用而得以实现。超硬刀具已成为推动现代切削技术向高端发展的重要因素。
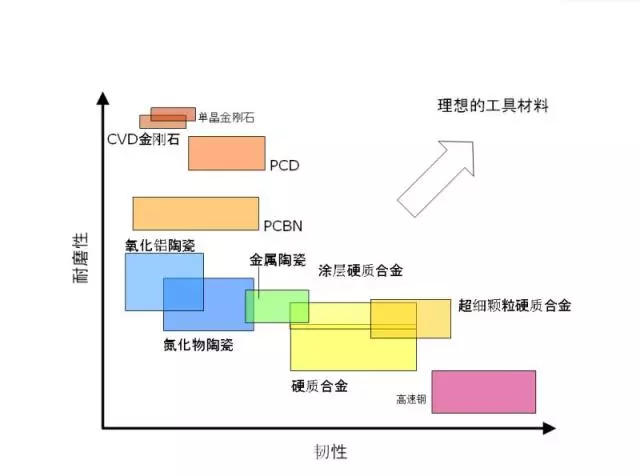
二、超硬材料分类与特点
金刚石类
天然单晶
人造单晶
聚晶复合片
CVD厚膜金刚石
氮化硼类
聚晶复合片
整体CBN烧结片
2.1 单晶金刚石
早期高端高精度刀具采用天然单晶金刚石制造,由于天然金刚石属于不可再生资源,目前国内市场90%以上单晶金刚石为人造单晶。纯金刚石材质耐磨性极高,可刃磨出非常锋利的刃口。
主要局限:
单晶金刚石具有各向异性,对加工要求较高
刀具制造受单晶自身尺寸限制
成本相对较高
2.2 聚晶复合片
高温高压条件下,由超硬微粉颗粒加结合剂制造而成,由硬质合金层与超硬材料层组成。目前约90%以上超硬材料刀具采用聚晶复合片制造。可切割成所需任意形状再制作刀具,质量可控。
主要局限:
由于结合剂与超硬材料颗粒特性,刃磨时存在最小微观崩刃问题
制造小型刀具难度较大
2.3 整体CVD厚膜金刚石片
在硅或金属钼基体上采用化学气相沉积方法沉积金刚石,金刚石膜稳定生长至所需厚度后从基体脱落,形成自支撑金刚石片。可根据需要采用激光切割、研磨抛光等工艺加工成各种形状使用。
主要特点:
相比单晶金刚石,厚膜金刚石为纯净金刚石,无各向异性,一致性好,耐磨性优异
相比PCD复合片,无金刚石颗粒与结合剂问题,可刃磨出良好切削刃和极小刀尖圆弧
可切割成任意形状
2.4 整体CBN
主要特点:
整体呈黑色,由CBN微粉与结合剂直接烧结而成,多用于机夹刀具
在铸铁加工、轧辊加工及各类粗加工领域(大切深、大余量、抗冲击)优势明显
三、超硬刀具制造工艺



制造流程一般包括:基体制备、超硬材料选取与准备、钎焊、刃磨、检测。
3.1 基体制备
基体制备需考虑刀具实际使用条件,确保满足安装、定位及使用过程中的各项基本要求。
3.2 超硬材料选取与准备


选择合适的超硬材料,并加工成指定形状。
3.3 焊接方式

注:目前超硬材料采用钎焊方式较多。
钎焊特点:
钎焊接头强度高
钎焊接头韧性好
钎焊接头制作相对简便快速
钎焊可良好连接异种材料
钎焊温度相对较低
考虑因素:
合适焊料的选取
良好配合与合适间隙
洁净金属表面与适当粗糙度
零件适当保护
适宜加热方式
焊料选取参考:
金刚石聚晶复合片焊接一般采用银基焊料(膏)
氮化硼复合片焊接一般采用铜基焊料(膏)
单晶金刚石、整体CBN焊接(金属与非金属连接)通常采用活性焊料(膏)
配合间隙要求:
间隙过大:强度不足,间隙超过0.3mm时,不建议钎焊,此时焊接强度等同于焊料本身强度
间隙过小:毛细管作用不明显,钎料通过毛细管作用填满接头间隙
焊接后间隙控制在0.03-0.15mm较为合适。
四、常见问题解答
Q:CBN刀具主要应用场景有哪些?
A:高速切削:主要应用于普通灰铸铁领域。灰铸铁原材料成本上升和企业竞争加剧背景下,硬质合金刀片加工灰铸铁最高线速度通常不超过350m/min,超过则磨损加剧;而CBN刀具加工灰铸铁最高线速度可达1500m/min(不考虑机床刚性前提下),同时保持高耐磨性和良好工件表面质量。
重载切削:主要应用于高硬度铸铁/铸钢领域,如轧辊、大型设备泵体等。毛坯件加工余量大,需要兼具耐磨性和抗冲击韧性的切削刀具,CBN刀具一次吃刀深度可达10mm,可显著提高生产效率。
干式切削:加工各类材质时,CBN刀具均可采用干式切削方式。CBN刀具高温红硬性强,可在1200℃高温状态下正常切削,保持优异耐用度。同时减少切削液带来的成本,有助于保持良好生产环境。