21
2026.5
作者
59
阅读量
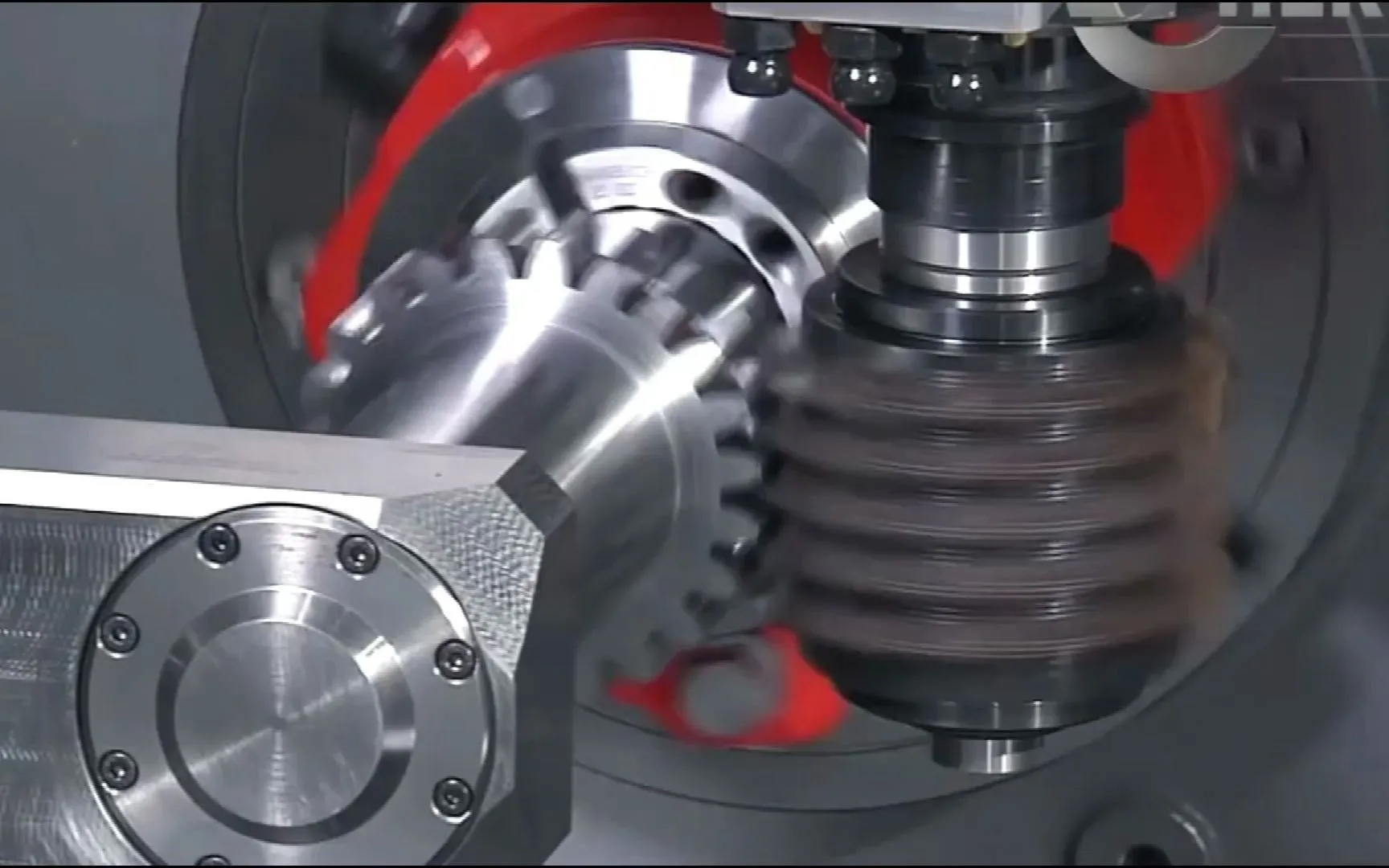
一、滚齿加工工艺
工件固定在立式主轴上,滚刀安装于水平旋转轴。两轴旋转速度保持同步,使工件外周进给速度与滚刀螺旋运动速度匹配。工件通常旋转数圈以形成完整齿形。轴间夹角根据所需齿轮角度进行调整。
二、刮齿加工工艺
带有倾斜刀片的切削工具围绕朝向工件旋转轴的轴线转动。工具圆周速度与工件内表面速度保持一致。倾斜设计使刀具在工件内径上产生削皮式轴向运动,同时两者共同旋转。刀具沿径向和轴向移动直至齿形成型,过程中持续旋转。

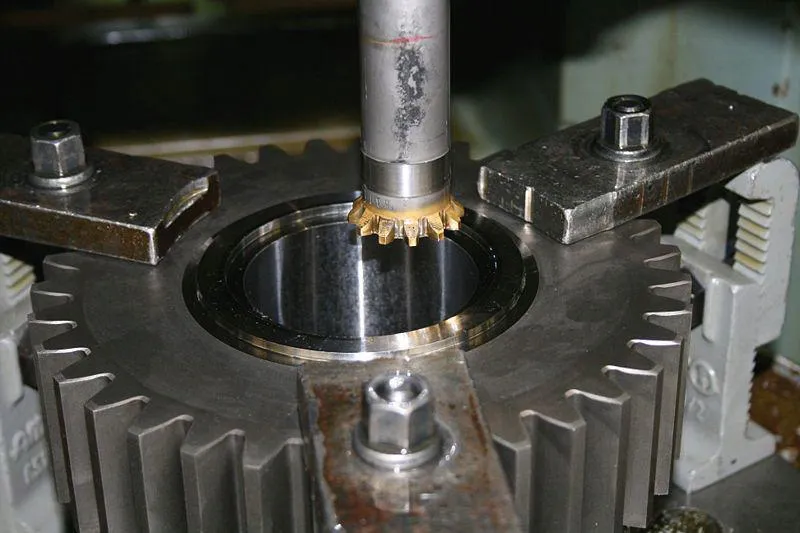
三、插齿加工工艺
该方法与齿轮铣削有较多相似之处,核心区别在于插齿法可用于内齿轮制造。加工刀具形状类似齿轮,或采用单齿切削刀尖沿轴向移动对工件内径进行切削。
刀具运动重复进行,直至达到所需齿深。对每个齿重复执行单次切削过程。在刀具持续轴向振动的同时,缓慢旋转刀具和工件,逐步完成齿轮形状切削。
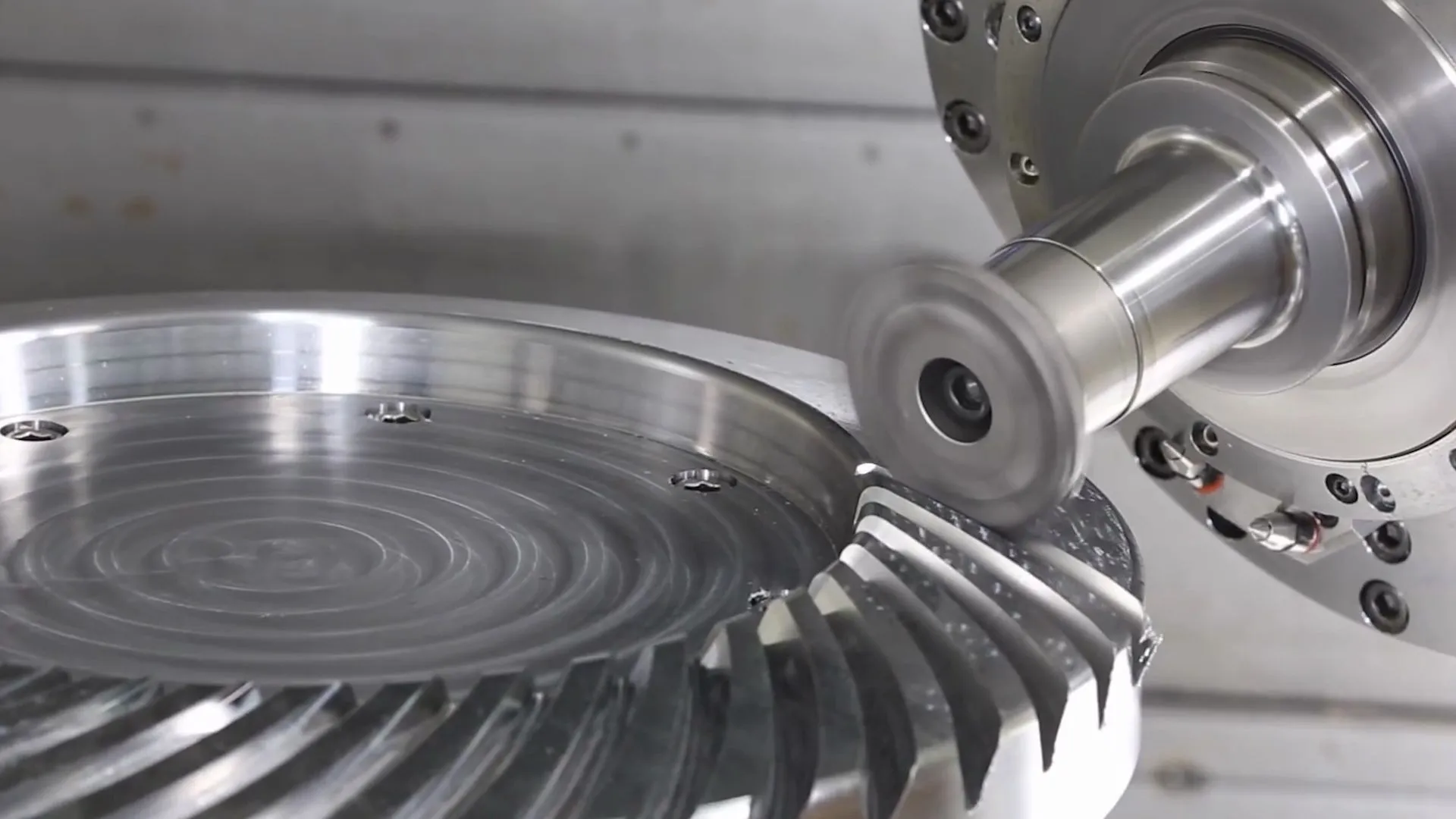
四、蜗杆砂轮磨齿工艺
蜗杆砂轮磨齿属于展成磨齿法,工作原理是采用蜗杆形砂轮磨削渐开线圆柱齿轮,基本原理与滚齿加工类似。砂轮与工件啮合旋转,工件连续分度并展成渐开线齿形,通过轴向进给加工出齿宽。
磨削斜齿轮时,通过差动装置使工件获得附加运动,以加工出相应螺旋角的齿轮。磨削前,大部分齿轮齿面材料需通过齿轮成形方法去除,该方法仅对齿面进行精磨。工件固定在立式旋转轴上,磨削工具安装于卧式主轴。
两轴旋转相互配合,使工件边缘进给速度与工具螺旋形式保持一致。通常需要旋转工件数圈才能磨削整个齿面。轴间夹角根据所需齿轮角度进行调整。

五、齿轮成型磨削工艺
成形砂轮磨齿无展成运动,磨齿精度主要取决于砂轮修整精度与砂轮定位精度。磨削直齿轮时,砂轮轴向截面形状即为工件端面齿形;磨削斜齿轮时,砂轮轴向截面形状为砂轮与工件理论齿面的空间接触线在砂轮轴向平面的投影。
成形砂轮磨齿采用单齿分度,通过工件轴向进给实现全齿宽磨削。磨削斜齿轮时,工件轴向进给的同时还需进行附加旋转运动,以获得相应螺旋角。

六、刨齿加工工艺
刨齿加工可用于圆柱齿轮或齿条等齿面加工。齿条切削工具沿齿轮轴向周边往复移动,同时工具逐步向中心移动直至达到齿轮齿形。工具与轴的距离保持不变,继续沿工件切线方向移动,同时工件缓慢旋转。

七、齿轮铣削工艺
工件轴向安装,垂直于齿轮铣刀轴线。齿轮铣刀沿工件轴线移动,铣削齿槽空间。然后将工件旋转一个齿距,重复铣削过程。工件逐步加工,直至整个圆周铣削出齿槽。加工斜齿时,铣齿刀在切削过程中倾斜,工件在铣齿刀沿轴线移动时缓慢旋转。