
15
2026.5
作者
16
阅读量
是不是常有这种糟心时刻?活正干得顺,突然手感一沉,只听“咔”一声脆响——丝锥齐根断在孔里了。
一瞬间,所有计划和好心情都碎了。接着就是更头疼的掏残锥、甚至工件报废。更让人窝火的是,报废件上其余所有工序都已完工,就差这几圈螺纹。
绝大多数断锥,不是丝锥“质量差”,而是工艺条件给了它一个必断的结局。下面,小编带你像破案一样,从断口特征反向锁定断锥的四大“真凶”,并给你一套完整的防护方案。
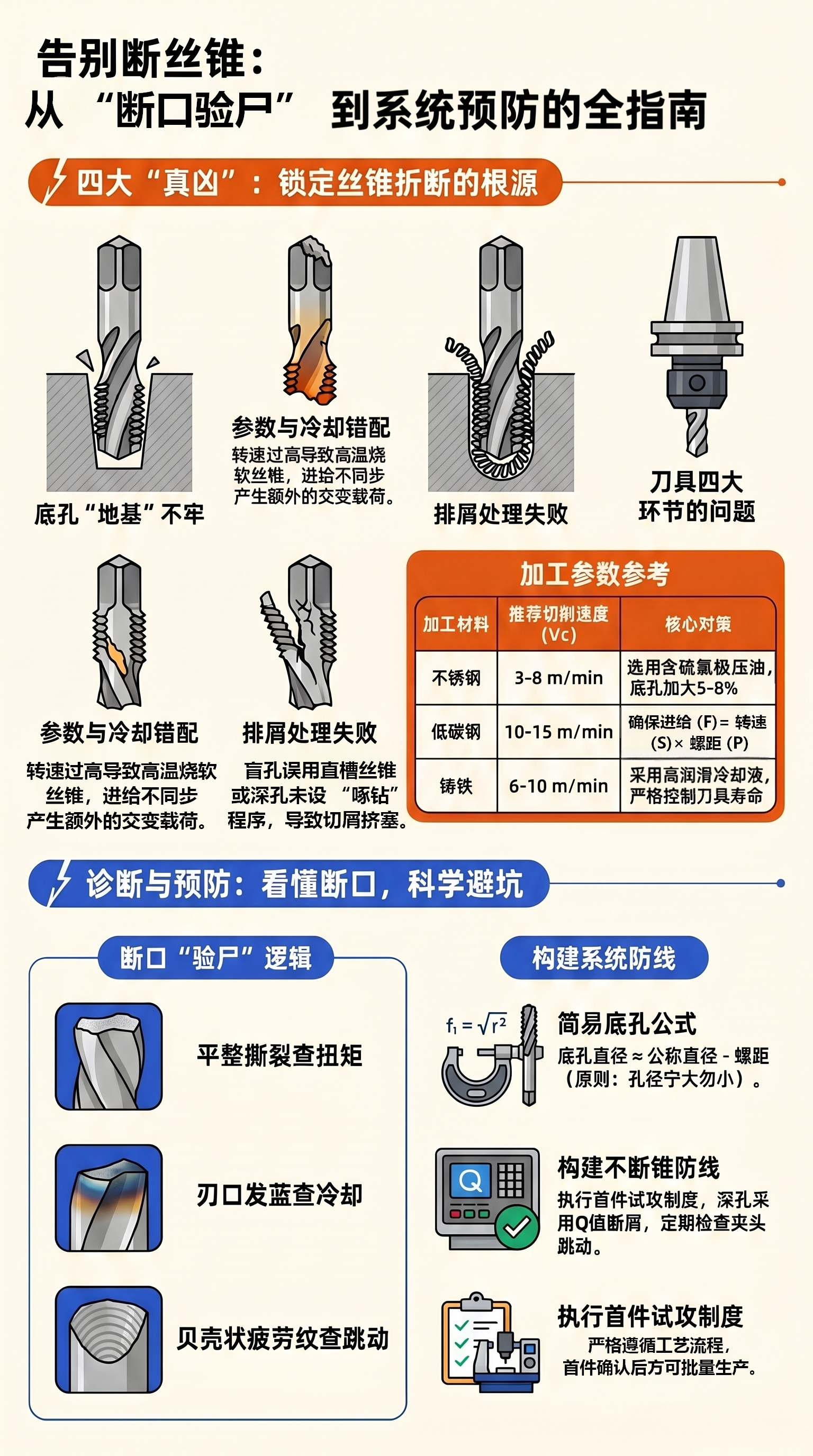
四大“真凶”
一、底孔不对
典型现象:刚起攻就特别费劲,机床负载猛增或手感异常沉重,常在开头几牙或中间位置扭断。
断口:丝锥断口平整,有明显扭转撕裂纹,刃口外缘有挤压发亮的痕迹。这是扭矩瞬间超限的典型特征。
孔径太小。切削余量过大,材料挤压严重,扭矩直线飙升,直接把丝锥憋爆。每小0.1mm的底孔,攻牙扭矩可能上升20%以上。这不是丝锥的问题,是孔没给人家留够空间。
对策:必须严格按标准加工底孔。记住简易公式:底孔直径 ≈ 公称直径 - 螺距。攻M10×1.5的牙,底孔直径≈8.5mm。原则铁打不动:“孔径宁大勿小”。大一丝螺纹只浅一点,小一丝就可能直接断锥。对不锈钢、钛合金等易硬化材料,底孔甚至要比标准再大5%-8%。
孔口没倒角或歪斜。丝锥找不到正中心切入,单边受力,像撬棍一样被掰弯。
对策:孔口必须倒角,倒角量≥0.5倍螺距。确保丝锥垂直对准孔中心再开始。凡手工攻牙或机床主轴跳动偏大时,必须使用浮动攻牙刀柄来补偿对中误差。
盲孔用错了丝锥。用直槽丝锥攻深盲孔,切屑无处可去,在孔底被压实,活活顶断丝锥。
对策:攻盲孔,一律选用螺旋槽丝锥。它能将切屑向上排出,从根本上避免堵塞。直槽丝锥是通孔专用。
二、参数乱配
典型现象:攻牙时发出尖叫或闷响,丝锥刃口很快磨损、变色发蓝,然后崩断。
断口:断口附近刃口变色明显(发黄或发蓝),有积屑瘤粘结,局部有崩刃缺口。这是高温失效的铁证:丝锥被“烧软”后扭断。
转速太快。尤其加工不锈钢、钛合金时,热量产生太快,丝锥尖端硬度急剧下降。低导热率材料会把70%以上的切削热留在刀具上。
对策:采用“慢速”原则。提供安全起始参考范围:低碳钢 Vc=10-15 m/min;不锈钢Vc=3-8 m/min;铸铁 Vc=6-10 m/min。必须先从下限值开始试。把转速降下来,是成本最低的防断手段。
进给与转速不同步。好比一脚油门一脚刹车,丝锥承受额外的拉压交变载荷,极易疲劳折断。
对策:确保“刚性攻牙”模式开启并校准。程序里必须保证:进给速度(F)=转速(S)×螺距(P)。老机床和变频电机尤其要定期实测主轴编码器信号是否准确。
冷却润滑跟不上。干切削或冷却液太稀,摩擦热量巨大,积屑瘤反复生成、剥落,直至刃口崩损。
对策:使用专用的、高润滑性攻牙油或极压切削液。并确认冷却液足量、精准喷到切削点上。不锈钢攻牙强烈建议使用含硫、氯极压添加剂的纯油性攻牙油,乳化液在此时润滑能力根本不够。
三、排屑“堵路”
典型现象:攻盲孔攻到一半突然攻不动了;扭矩忽大忽小;退出时发现切屑是长长螺旋条,紧密缠绕在丝锥上。
断口:丝锥断在距孔底较近的位置,容屑槽被切屑塞满、压实,断口多不规则,有挤压和微裂纹。这是排屑堵塞的典型死法。
切屑堵死容屑槽。热量散不掉,切屑排不出,形成高温高压的“死胡同”,丝锥被活活憋断。
对策:根据材料和孔型选对丝锥。通孔、长屑材料用螺尖丝锥,将切屑向前推;盲孔必须用螺旋槽丝锥,将切屑向上排。
没有断屑措施。在深孔里,连续不断的切屑越来越长,最后缠死丝锥。
对策:攻深孔(深度>2.5-3倍丝锥直径),必须用“啄钻”方式。设定每攻入2-3圈就完全退出排屑,再继续攻。在数控程序里用G84的Q值设定每次攻入深度,这是深孔攻牙的生命线。
四、刀具“带病上岗”
典型现象:新丝锥用不了几个孔就断;丝锥寿命完全没规律;断口有明显疲劳纹(像贝壳一样一圈一圈)。
断口:断面存在从一侧开始扩散的疲劳弧线(海滩纹),或有多个裂纹源。这是反复弯曲应力导致疲劳断裂的典型特征。
丝锥选型根本不对。用普通高速钢丝锥去攻高硬度材料,等于用木棍撬铁板。
对策:建立选型逻辑链:工件材料(硬/粘)→ 孔的类型(通/盲)→ 选择对应丝锥类型(螺尖/螺旋/挤压)和涂层。加工不锈钢、钛合金须选含钴高速钢或粉末冶金高速钢丝锥,配AlTiN或AlCrN涂层。
丝锥已经用老了。刃口磨钝了还在拼命用,所需切削力是锋利状态的几倍。
对策:做好刀具寿命管理。记录丝锥加工孔数,定期在放大镜下检查刃口,到寿命就换。别省小钱亏大钱。一条几百块工件的报废,够买一盒好丝锥。
装夹晃晃悠悠。夹头磨损,丝锥跳动大;浮动头卡死,失去了补偿功能。
对策:定期检查攻牙刀柄和夹头。用百分表打一下,丝锥柄部跳动最好小于0.02mm。浮动刀柄必须每日检查浮动量是否正常。

构建三道防线
第一道:设计预防
制定《攻牙作业标准书》,把正确的底孔尺寸、倒角、丝锥型号全部固化下来。
建立《常用材料攻牙参数速查卡》,贴在机床边,随用随查。
关键产品每批次开始前,必须做首件试攻确认。
第二道:过程控制
严格执行首件试攻制度:攻第一个孔,检查螺纹质量,听声音,没问题再批量生产。
使用《攻牙前快速点检表》:底孔OK?丝锥对版?冷却液有压力?程序参数已核对?
第三道:事后学习
学会看断口:断面扭转撕裂是瞬间扭断(查底孔、查参数);断面有贝壳状疲劳纹是反复弯曲累断(查不同步、查装夹跳动);刃口发蓝是高温烧刀(查转速、查冷却)。
任何断锥都要记录原因:断一次就记下“病根”,下次才能完美避开。断口特征是最好的线索,别急着扔掉断丝锥,先给它“验个尸”。

可靠的工艺,才是降本增效的真正底气。每一次不白断的丝锥,都是一次工艺进步的机会。抓住它,你的车间就多了一项别人拿不走的核心能力。