304钻孔总烧刀?90%的老师傅都栽在第2个坑
导热率低、越钻越硬、切屑堵死——三连绝杀怎么破?一次性讲透。
从正常的“沙沙”声变得尖锐刺耳,断断续续还带啸叫,听得人头皮发麻。赶紧拍急停,凑近一看:钻尖糊了一层蓝紫色的氧化层,刃口崩了好几个小豁口,还死死粘着一坨料。
这是304不锈钢的三项“出厂设定”,撞上了不合适的操作参数,在孔底直接酿成了一场热与力的连环翻车。
今天这篇文章,就把事故现场彻底拆解,告诉你为什么烧、怎么治、一次根治不再犯。
 很多人一遇到烧刀,第一反应是“换把好刀”。但真相是:不了解这三项特性,换再贵的刀也是给车间送钱。
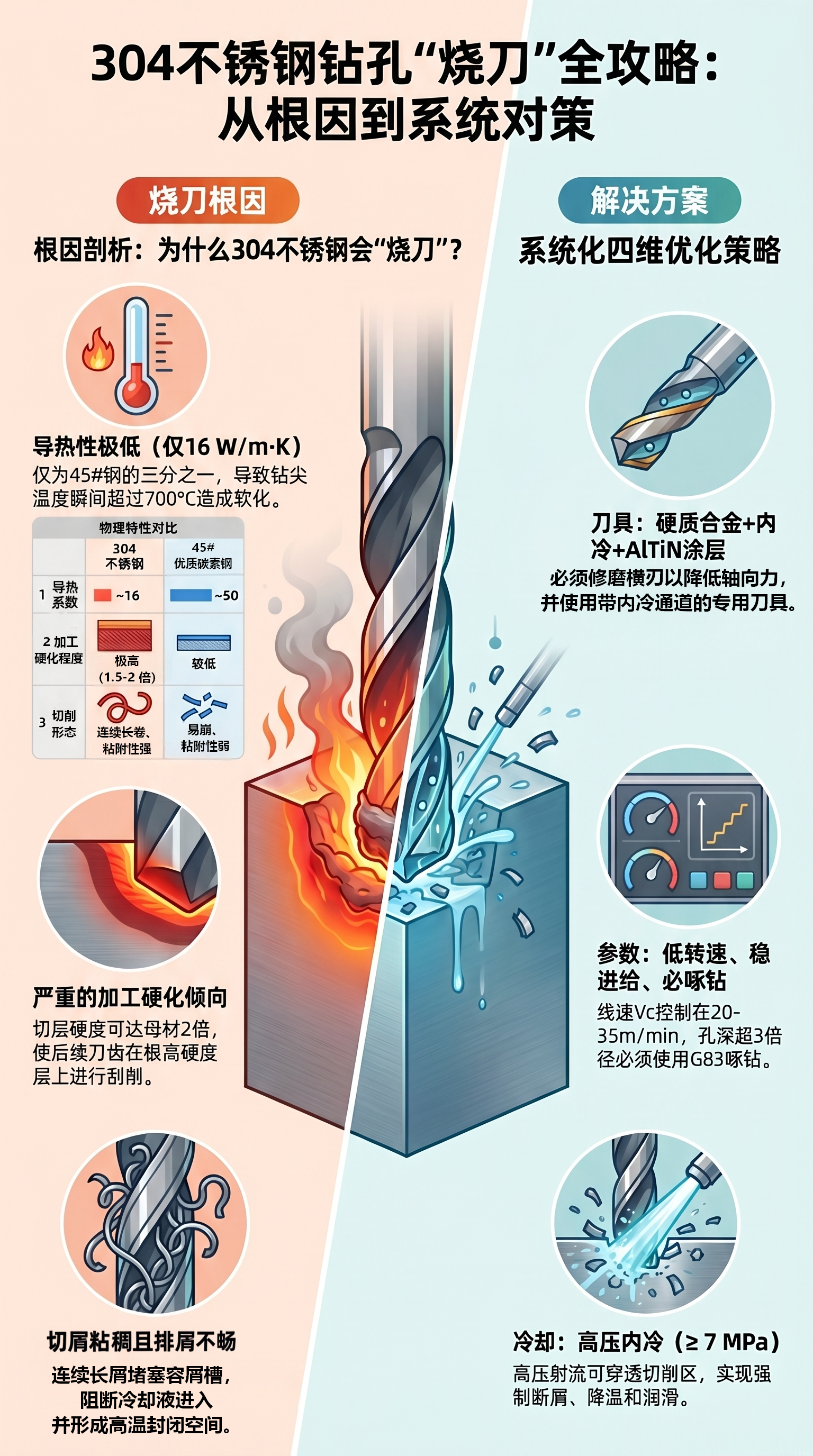
先上硬数据:304不锈钢的导热系数只有16 W/(m·K),45#钢是50 。304的散热能力只有45#钢的三分之一 。
钻孔时产生的切削热,根本来不及通过工件和铁屑散出去。超过60%的热量直接被“逼”回钻头本身,钻尖局部温度短短几十秒就能飙到700℃以上。
700℃是什么概念?硬质合金里起粘结作用的钴,到这个温度已经开始软化流失;涂层也扛不住,氧化、剥落、一片片掉。刀不是磨坏的,是在高温下结构直接崩了。
记住一个结论:干304,降温是第一要务,降热是根本出路。
304这材料有个极其恶心的特性:你越用力挤它、压它,它表层就越硬。
在钻头刃口的挤压剪切下,304表层的组织会发生相变,形成一层硬度是母材1.5到2倍的硬化层。
切入 → 生成硬化层 → 下刀刮削硬壳 → 切削力飙升 → 温度暴涨 → 硬化层进一步加厚
破解思路就两条:不让硬化层生成太厚,让切削深度直接越过硬化层。
304的延伸率极高,切下来的料不容易断,专出连续不断的长条屑或螺旋屑。
很多人一遇到烧刀,第一反应是“换把好刀”。但真相是:不了解这三项特性,换再贵的刀也是给车间送钱。
先上硬数据:304不锈钢的导热系数只有16 W/(m·K),45#钢是50 。304的散热能力只有45#钢的三分之一 。
钻孔时产生的切削热,根本来不及通过工件和铁屑散出去。超过60%的热量直接被“逼”回钻头本身,钻尖局部温度短短几十秒就能飙到700℃以上。
700℃是什么概念?硬质合金里起粘结作用的钴,到这个温度已经开始软化流失;涂层也扛不住,氧化、剥落、一片片掉。刀不是磨坏的,是在高温下结构直接崩了。
记住一个结论:干304,降温是第一要务,降热是根本出路。
304这材料有个极其恶心的特性:你越用力挤它、压它,它表层就越硬。
在钻头刃口的挤压剪切下,304表层的组织会发生相变,形成一层硬度是母材1.5到2倍的硬化层。
切入 → 生成硬化层 → 下刀刮削硬壳 → 切削力飙升 → 温度暴涨 → 硬化层进一步加厚
破解思路就两条:不让硬化层生成太厚,让切削深度直接越过硬化层。
304的延伸率极高,切下来的料不容易断,专出连续不断的长条屑或螺旋屑。
-
第一重:堵死排屑通道。长屑很快塞满钻头的排屑槽,冷却液被物理阻断,到不了钻尖。高温切屑全堵在孔底,形成一个小型高温高压“闷罐”。
-
第二重:反复摩擦生热。塞满的切屑跟孔壁、跟钻头本身剧烈摩擦,额外再添一把热。
-
第三重:长出积屑瘤。高温高压下,工件材料直接粘在刀刃上,形成一块不稳定的“积屑瘤”。这玩意儿长出来又剥落、剥落了又长,每次剥落都直接撕下一块涂层甚至刀具基体,刃口微观崩缺就是这么来的。
 看完上面的分析,你应该已经明白了:304钻孔烧刀,不是单一因素,是三个特性被同时激活的结果。
高速钢钻头直接淘汰,想都别想。必须上微纳米细晶粒硬质合金,红硬性和韧性才扛得住。
涂层首选AlTiN系(AlTiN、AlCrN都行),高温硬度和抗氧化能力是它的强项。如果条件允许,对润滑要求特别高的场合,上含硅涂层(TiSiN)效果更顶。
看完上面的分析,你应该已经明白了:304钻孔烧刀,不是单一因素,是三个特性被同时激活的结果。
高速钢钻头直接淘汰,想都别想。必须上微纳米细晶粒硬质合金,红硬性和韧性才扛得住。
涂层首选AlTiN系(AlTiN、AlCrN都行),高温硬度和抗氧化能力是它的强项。如果条件允许,对润滑要求特别高的场合,上含硅涂层(TiSiN)效果更顶。
-
锋利刃口+大前角:从源头减少材料挤压变形,降低切削力和硬化倾向。
-
横刃必须修磨:用S刃修磨、十字修磨、鱼尾修磨都行,能把轴向推力直接砍掉50%-70%。这是整个钻孔过程中最大的热源削减措施,没有之一。
-
容屑槽要抛光,螺旋角要合适:保证切屑成形好、排得顺。内冷通道是硬指标,必须带,不是可选项。
线速度Vc:起步20-35 m/min,推荐稳在25 m/min左右。
原理很简单:切削热跟Vc差不多是平方关系,速度砍一半,热量降四分之三。别嫌慢,稳得住才是真快。
很多人怕崩刀就拼命减小进给,大错特错。小进给等于在“磨”材料而不是在“切”材料,摩擦热更大、硬化更严重。足够的进给量才能形成厚切屑,厚切屑才容易卷曲断裂,带着热量往出跑。
啄钻有三个雷打不动的作用:强制断屑、周期性灌冷却液、给钻尖宝贵的散热间隙。
这不是建议,是必要条件:冷却液压力必须达到7 MPa(约1000 psi)以上。
只有高压射流才能穿透钻尖和切屑之间的蒸汽屏障,把冷却液真正送到切削区。低压、外冷、用嘴吹气——统统是自欺欺人,钻尖温度该飙升还是飙升。
冷却液本身也别将就:高极压、高润滑的不锈钢专用切削液,浓度严格按要求配。
机床主轴刚性要够,跳动要小,夹具要稳。任何一丝振动传到刀刃上,都是灾难级放大。
深径比大于5D、孔径小于3mm的极端工况,别硬上麻花钻。考虑阶梯钻、引导钻,或者直接上枪钻。
前三招都到位了还是不行?那可以看看金属陶瓷或PCD刀具了,但记住:90%的问题在到这一步之前就该解决掉。
304钻孔烧刀 = 低导热 + 易硬化 + 高粘性,在错刀、错参、错水状态下被连锁引爆。
1.刀:硬质合金内冷钻,S刃修磨横刃,AlTiN涂层,抛光容屑槽。
2.参:Vc 25m/min,稳定大进给,超3D必开G83。
3.水:高压内冷 ≥ 7MPa,专用高极压切削液,浓度到位。
这套分析框架记在脑子里,以后碰上任何难加工材料,照着这个思路拆一遍,八成能找到病根。
转发给同车间兄弟,少废一把刀,多领一份绩效。往后碰上难啃的材料,照这个框架拆一遍,八成能找到病根。
