
13
2026.5
作者
42
阅读量
在数控加工现场,我们每天都在和刀片打交道。当你拿起一枚刀片,看到上面刻着 CNMG 120408,或者翻开刀具样本看到密密麻麻的字母数字时,你是否想过:这套全球通用的“密码”究竟是谁制定的?又是按什么逻辑编排的?
答案就是 ISO 1832。
它不仅是刀具行业的“世界语”,更是连接刀具设计、制造、选型与数字化管理的底层逻辑。今天,我们就来系统拆解这部标准,看看它是如何用一套严密的代码,精准定义一枚微小刀片的。

一、ISO 1832 管什么,不管什么?
ISO 1832 的全称是《切削刀具用可转位刀片——代号》(现行版本为 2017 年发布,2022年确认)。
它的核心使命只有一个:给可转位刀片制定一套全球统一的命名规则。无论刀片是硬质合金、陶瓷还是 CBN/PCD,无论产自瑞典、日本还是中国,只要代号相同,其几何特征与功能就必然一致。
但必须厘清它的边界:
它只管“代号”,不管“尺寸”
:代号里的数字只是规格代码,具体的毫米级尺寸由 ISO 883、ISO 3364 等尺寸标准决定。
它只管“几何”,不管“材质”
:代号不包含刀片是啥材料做的,材料属性归 ISO 513 管。
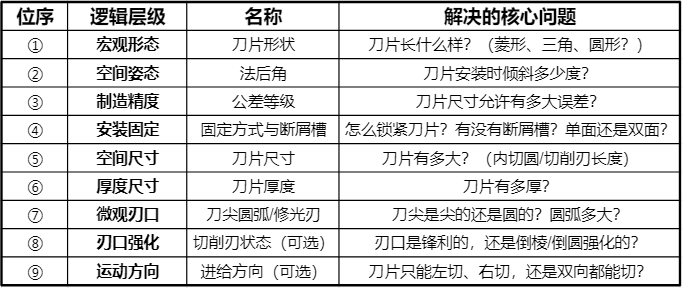
二、从宏观形态到微观刃口的 9 位密码
ISO 1832 的代号编排绝非随机堆砌,而是遵循着“从整体到局部、从宏观到微观”的物理认知逻辑。
对于常规可转位刀片,标准规定了 9 位核心代号(①~⑨),其中前 7 位是必选,后 2 位是可选。对于 CBN/PCD 焊接刀片,则延伸至 ⑫ 位,最后还可附加厂商自定代码 ⑬。
三、以 CNMG 120408 为例的“破译”过程
我们用最常见的车削刀片 CNMG 120408,按上述逻辑逐位破译:
① C —— 刀片形状(80°菱形)
ISO 将形状分为等边等角(如 S正方、T三角)、等边不等角(如 C/D/V菱形)、不等边等角(L矩形)等。C 代表 80° 菱形,是负前角车削中最经典的形状。
② N —— 法后角(0°)
后角决定了刀片在刀杆上的倾斜姿态。A=3°, B=5°, C=7°, P=11°… 而 N 代表 0°。0°后角的刀片本身不带倾斜,需依靠刀杆的刀槽角度来形成工作后角,这类刀片强度最高,双面可用。
③ M —— 公差等级(m级/中等精度)
控制刀片内切圆、厚度和刀尖位置的偏差。M 代表中等公差(精度要求仅次于U、G等粗公差,高于高精度的F、E等),是绝大多数车削刀片的默认等级。
④ G —— 固定方式与断屑槽(带圆柱孔、双面断屑槽)
这一位最复杂,它把“孔”和“槽”两个特征揉在了一起:
N=无孔无槽,R=无孔单面槽,F=无孔双面槽
A=有圆柱孔无槽,M=有圆柱孔单面槽
G=有圆柱孔 + 双面断屑槽
沉孔(用于沉头螺钉夹紧)则用 W/T/Q/U 等表示。G 意味着这枚刀片两面都有断屑槽,可以通过销钉双面翻转使用。
⑤ 12 —— 刀片尺寸(内切圆约12mm)
对于菱形和方形刀片,此数值通常代表内切圆直径(mm)的整数部分。12 代表内切圆约为 12.7mm(1/2英寸)或 12mm(公制)。
⑥ 04 —— 刀片厚度(约4.76mm)
代表刀片厚度的代号,数字越大越厚。04 对应的具体毫米值需查尺寸标准(通常在 4.76mm 左右)。
⑦ 08 —— 刀尖圆弧半径(0.8mm)
直接影响加工表面粗糙度和刀尖强度。08 即代表刀尖圆弧半径 rε = 0.8 mm,是半精车和精车的常用规格。
(注:该刀片后两位⑧⑨省略,代表采用标准锋利刃口且进给方向不限)
四、ISO 1832 并非孤岛
ISO 1832 的伟大之处,在于它是刀具标准体系的“枢纽”,它与其他标准紧密咬合,构成了完整的生态:
向下连接尺寸标准:ISO 1832 给出代号 C 和 12,具体的 12mm 对应多宽、多厚的尺寸,由 ISO 883 / 3364 / 3365等尺寸标准接棒。
横向连接材料标准:ISO 1832 第 ⑬ 位(厂商自定位)常用来标注材料分组,此时便直接调用 ISO 513(P/M/K/N/S/H),实现“几何+材质”的闭环。
向上连接数字标准:在智能制造时代,ISO 1832 的人类可读代码,通过标准中的映射表,转化为 ISO 13399(刀具数据表达与交换)的机器可读数据,让 CAD/CAM 软件和对刀仪能瞬间识别刀片。

五、结语
从 2012 版到现行的 2017 版,ISO 1832 不断吸纳新的刀片结构(如多面断屑槽、修光刃配置),但其“从形到刃”的逻辑主线从未改变。
掌握 ISO 1832,不是为了死记硬背字母含义,而是建立一种结构化的认知思维。下次再看到一串刀片代号,不要觉得眼花缭乱,只需按照“形状-后角-公差-孔槽-尺寸-圆弧”的逻辑链条一拉,刀片的全貌便会精准地浮现在你的脑海中。这才是标准赋予我们的真正力量。