
12
2026.5
作者
42
阅读量
震刀本质上是工艺系统的刚性不足,而非孤立原因。盲目试错会浪费工时,高效的排查需遵循由简到繁、由外到内的顺序。结合一线加工实践,45 钢铣削出现震刀时,应立即停机,并按以下五大优先级顺序排查。
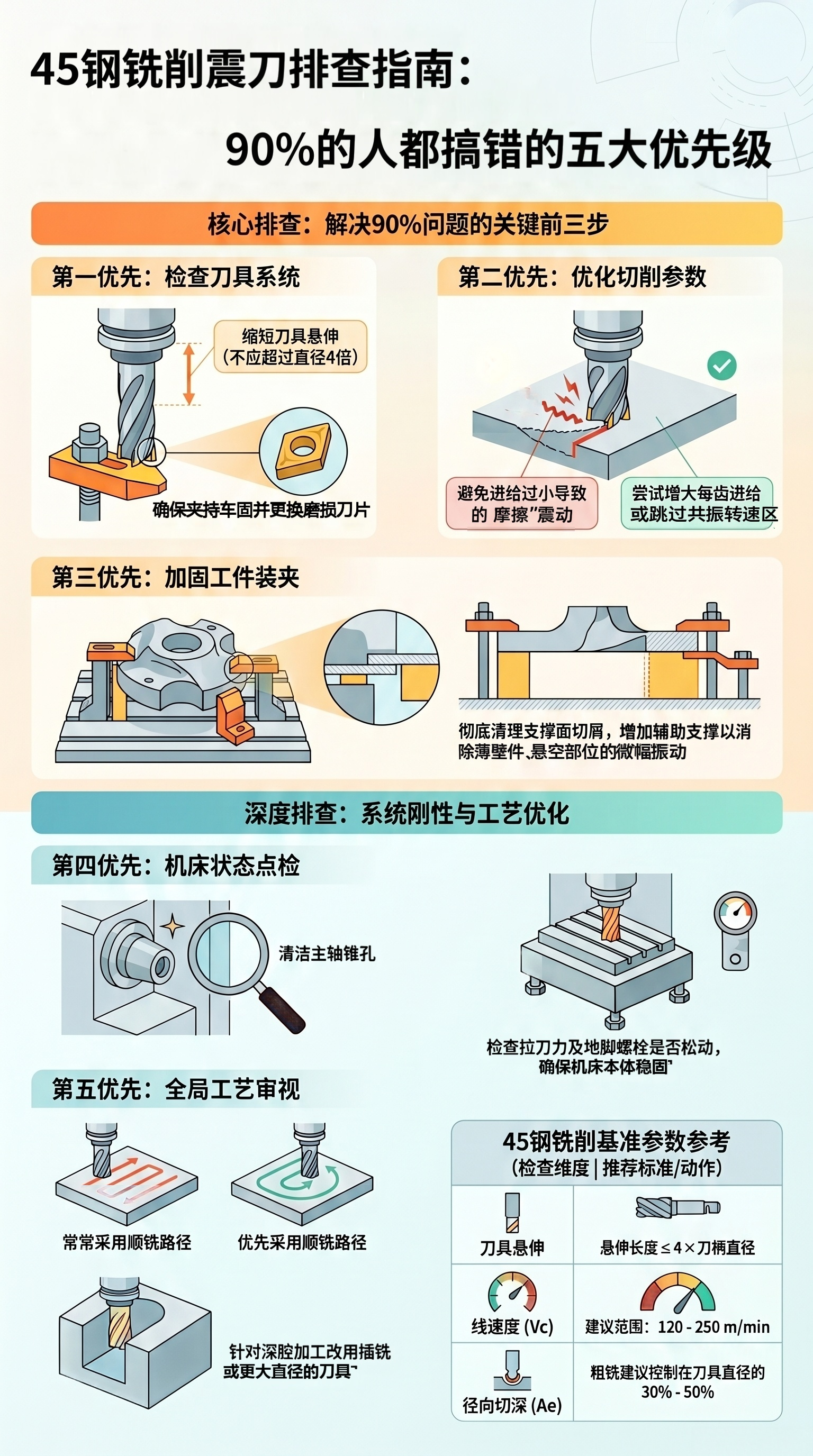
一、检查【刀具系统】
排查核心:刀具本身的刚性、安装精度及磨损状态。这是震刀最常见、也最容易验证的环节。
夹持刚性
弹簧夹头刀柄是否锁紧?铣刀悬伸是否过长?原则上,铣刀悬伸量不应超过刀柄直径的4倍,粗加工时更要尽可能缩短。悬伸每多出一点,刀尖刚性都会成倍下降。
动作:用卡尺测量悬伸长度,重新装刀,将刀具缩至工艺允许的最短距离,并确保夹头清洁、扭矩到位。
刀具状态
刀片或整体铣刀的刃口是否出现明显磨损沟槽?尤其在刀尖圆弧处,微小的磨损缺口会成为振动的“策源地”。
动作:立即更换锋利刀片或刃磨过的刀具。观察换刀后震动是否消失,这是最快速的验证方法。
刀具选择
粗铣45钢时,是否错误地使用了前角过大、刃口过于锋利的精加工刀片?这种槽型吃刀抗力小,但极易在余量不均时产生震颤。
建议:粗加工优先选用负前角、带强化刃带的强固槽型刀片;精加工时再换回锋利刃口,并配合较小切深。
二、检查【切削参数】
排查核心:参数组合是否让刀具—机床—工件构成稳定切削。不合理的参数会放大系统刚性的短板。
线速度与转速
45钢的铣削线速度通常建议在120-250m/min。转速过高容易引发高频颤振,太低则可能导致挤压切削,同样诱发振动。
动作:在推荐范围内,尝试适度降低转速,往往能立即改善震刀。若震动发生在某一特定转速区间,则极可能是共振,需果断跳过该区间。
每齿进给量
进给过小是常见的“陷阱”。当每齿进给低于刀片刃口倒圆半径时,刀具主要在做“摩擦”而非“切削”,很容易激起振动。
动作:在机床和刀具刚性容许内,大胆尝试加大每齿进给量,让切削力建立并稳定在更厚实的切屑上。
轴向与径向切深
满刃宽切削(径向切深接近刀具直径)极易因切削力方向突变而震刀。
建议:优先采用“小径向切深、大轴向切深”的层切策略。粗铣时径向切深控制在刀具直径的30%-50%,并配合恰当的每齿进给。
三、检查【工件装夹】
排查核心:工件在切削力作用下的绝对稳固性。很多震刀看似来自刀具,实则根源在工件发生了微幅振动或变形。
夹具刚性
虎钳、压板、螺栓是否已彻底锁紧?支撑垫铁是否稳固且接触面足够?是否只压了一点浮边?
动作:重新紧固所有夹持元件,用橡胶锤轻敲检查有无虚位,确保夹紧力直接传递到主要支撑面上。
工件支撑
薄壁、悬伸较长的45钢零件,在切削力下极易产生“让刀”弯曲,致使实际切屑厚度周期性变化,引发颤振。
动作:增加辅助支撑。使用可调千斤顶、工艺凸台或磁力吸盘垫实悬空部位,最大限度缩短力臂和悬空距离。
接触面状态
工件底面与工作台或垫铁之间是否存在切屑、毛刺?
动作:用风枪和抹布彻底清理结合面,用油石去除微小凸起,确保全面积贴合。哪怕一粒细铁屑,都可能造成工件晃动。
四、检查【机床状态】
排查核心:当前三点均排除后,需审视机床自身精度与刚性是否衰减。
主轴状态
主轴锥孔有无磕碰、脏污?拉钉是否松动或磨损?主轴定向是否准确?
动作:用无纺布蘸轻油清洁锥孔,检查拉刀力。日常保养不可流于形式。
导轨与丝杠
各轴镶条是否松动,导致切削时产生反向间隙冲击?手动慢速移动时有无异常顿挫?
注意:此项通常需要设备维修人员介入,用百分表检查间隙并调整。
地脚及水平
机床地脚螺栓是否因长期振动而松动?床身水平是否发生变化?
动作:周期性检查并按规定力矩拧紧地脚,必要时重新校正水平。
一台刚性足、状态好的机床,是解决一切工艺问题的前提。前三点无误后,才需将目光转向这里。
五、审视【工艺方案】
排查核心:从宏观上判断整体加工策略是否合理。如果前四步都无法根治,或许要跳出局部看全局。
刀具路径与顺逆铣
是否全部采用了顺铣?逆铣时切削力易将工件抬起,更难抑制振动。路径中是否有突然的锐角转向?
建议:优先规划顺铣、平稳过渡的刀路,减少切削力方向的瞬间改变。
开粗策略
对于深腔或大余量,当前直径的刀具是否本身就刚性不足?强行层切只会持续震刀。
建议:可考虑换用直径更大的短刀开粗,或采用插铣等轴向力为主的工艺,利用机床轴向刚性较好的特点。
冷却与润滑
干切或微量润滑时,切屑粘连在刃口会改变实际前角,引发力波动。
建议:尝试使用充足的内冷或外冷,冲走切屑,稳定切削区温度,有时能获得立竿见影的效果。
如果局部调整难以奏效,就需要重新评估和优化整个工艺方案,从系统层面找出路。

六、总结
当45钢铣削震刀时,请记住“刀具→参数→装夹→机床→工艺”的五步排查法,按序逐项排除,切勿跳步。解决震刀的过程,本质上是对“人、机、料、法”整个工艺系统的一次深度体检。掌握这套思路,你不仅能应对45钢,更能从容面对绝大多数材料的铣削振动挑战。
你在排查震刀时还遇到过哪些棘手情况,或者有独到的经验?欢迎在评论区分享交流。