
商城公告
新闻资讯
产品资讯
技术文章
知识库
11
2026.5
作者
42
阅读量
还在为选刀争论不休?这套校验流程让决策可量化
新项目启动阶段,工艺团队常面临刀具选型的难题。若缺乏系统性评估框架,选型结果可能并非最优,由此产生的工时损失、质量风险与交付压力往往被低估。当前制造环境下,可转位铣刀选型已从辅助性技能发展为一项核心工艺设计能力,直接影响机床利用率、产品合格率及整体制造成本。
本文将为大家提供一套可供参考的方法论:从系统构成认知入手,明确各类刀具的适用边界,再通过规范化的决策流程实现优化选择。

一、可转位铣刀的模块化结构
可转位铣刀应作为一个集成系统来理解,其性能由三个相互关联的模块共同决定。
-
刀盘
刀盘的基本功能是承载切削力并保障刀片定位的准确性。其结构刚性决定机床功率能否有效转化为材料去除能力,并直接影响加工振动。截至2026年,技术关注点主要集中在两个方面: 其一为接口刚性,HSK-A、Capto等模块化接口凭借较高的重复定位精度和抗弯矩能力,已成为高效加工条件下的常见配置; 其二为动平衡等级,G2.5是高速铣削的通常要求,对于更高转速和表面质量需求,则有必要向G1.0级以上优化。 -
刀片
刀片是切削的核心执行元件,其设计遵循几何特征与材质协同的原则。槽型结构负责断屑、排屑及刃口保护,基体材料与涂层共同决定耐磨性、抗冲击性和耐热性。2026年的常见匹配思路: 加工钢件与不锈钢时,采用具备有效断屑能力的三维槽型配合CVD或PVD多层涂层; 加工铸铁时,选用锋利的开放槽型配合高耐磨涂层以应对磨粒磨损; 加工铝合金或复合材料时,采用大前角抛光槽型配合PCD或金刚石涂层,防止积屑瘤,保证加工效率与表面质量。 -
夹紧系统
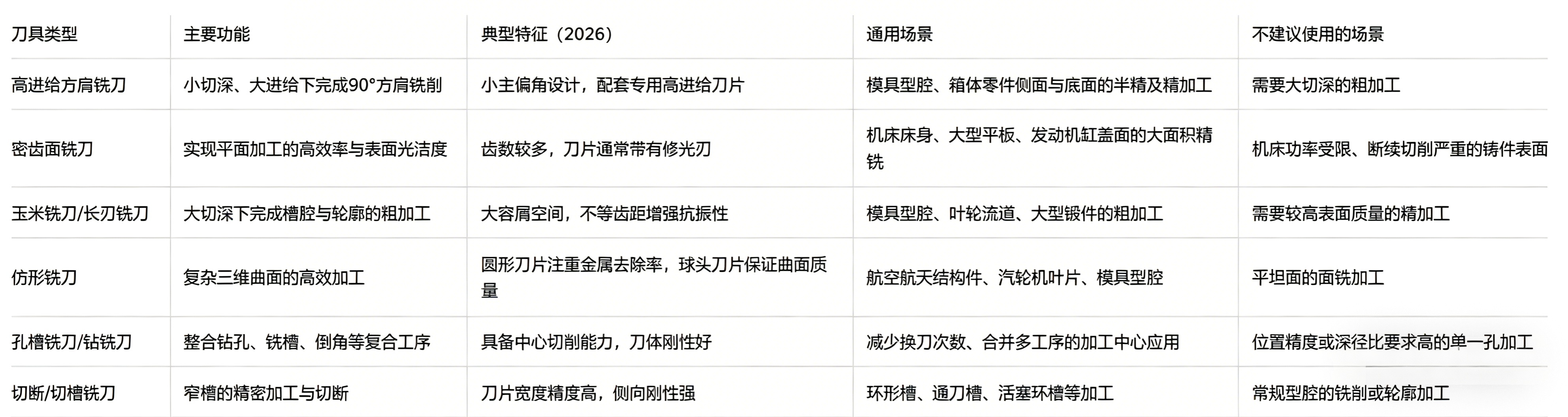
二、六类刀具的适用场景
三、三重匹配校验法
-
机床功率、扭矩及最高转速是否支持所选刀具的推荐切削参数。
-
刀柄接口类型及其刚性条件能否满足加工稳定性的基本要求。
-
工件材料的种类及状态(如锻件、铸件、焊接件的硬度与组织差异)是否与刀片适用范围相符。
-
冷却方式(外冷、内冷、微量润滑或干式切削)及压力条件是否与刀片槽型和涂层要求相匹配。
-
粗加工:在保证可靠性的基础上,优先追求最大金属去除率,以缩短工序节拍为主要目标。
-
精加工:以满足质量要求为前提,对比各方案的单件加工成本,需将刀片单价、预期寿命及刀盘成本分摊统一纳入计算。
-
切屑能否在给定条件下顺畅排出,尤其在深腔或封闭结构加工中需重点考察。
-
刀盘是否具备不等齿距或阻尼设计,以缓解断续切削引发的振动。
-
刀片更换与转位是否简便、不易出错,这一因素在多品种小批量生产中影响显著。 -
可转位铣刀的选型是一项涉及多重因素的系统性技术工作。科学的选型方法能帮助工艺人员在效率、成本与稳定性之间找到合理平衡,为产线连续运转和产品交付提供可靠保障。 
在制造业追求精益化管理的背景下,将刀具选型纳入工艺设计核心环节,有助于企业更有效地控制加工成本、优化资源利用。
1