
14
2026.5
作者
35
阅读量
一、珩磨技术发展简史
早在 16 世纪,达芬奇就首创了一种珩磨工具 —— 在木棍上附着砂纸,用于打磨木管内壁,该工具可实现直线与径向复合运动。现代珩磨工具诞生于 20 世纪初,最初用于内燃机零部件的内孔加工。1924 年,首款配备杆与弹簧机构的五油石珩磨工具获得专利,随后几年珩磨工艺正式进入工业化应用阶段。
二、珩磨工艺基本原理
珩磨是一种融合磨削与钻孔特性的磨料加工工艺,通过专用磨具对工件进行精密加工,可显著改善工件表面质量并提升零件尺寸精度。
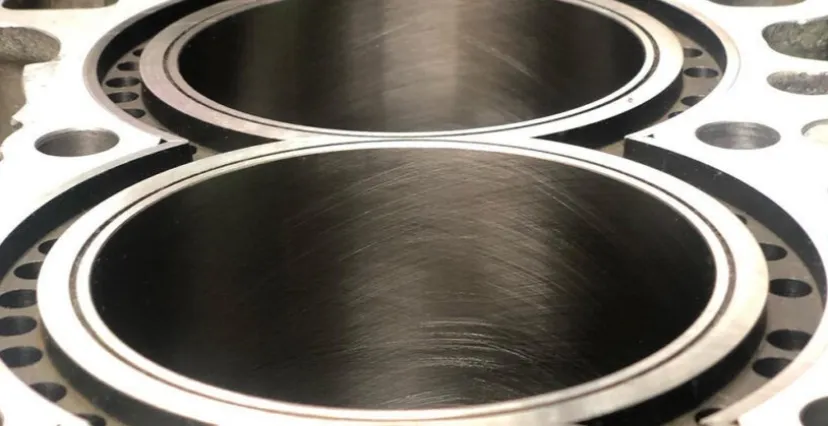
珩磨加工的核心目标是获得高精度内孔表面,通常指对孔进行精加工,使其达到精确的几何形状与理想的表面粗糙度。具体而言,珩磨是对孔进行最终尺寸精加工,并在内孔表面形成特定的网纹形貌。
"最终尺寸精加工" 意味着精确控制孔径、圆度与圆柱度等几何参数。加工过程通过磨料刮擦与微切削机制实现 —— 利用珩磨头上可径向扩张的油石条完成切削动作。
油石的粒度与硬度直接影响形状控制精度与表面粗糙度。珩磨头带动油石在孔内同时进行旋转与往复运动,并对油石施加可控的径向扩张压力。这种复合运动在孔壁形成独特的交叉网纹图案。
待珩磨的孔通常需经过镗削或铰削预加工,以保证材料去除量均匀并延长珩磨工具寿命。从精密制造角度看,深入理解工件质量要求、表面形成机理与珩磨工艺的正确应用,有助于汽车、航空航天、医疗等行业实现高质量产品的稳定生产。
三、珩磨工艺核心特点
1. 属于低速、高精度加工工艺
2. 加工表面形成交叉网纹,有利于润滑油储存
3. 可有效修正孔的圆度误差
4. 加工精度可达 2-3 微米公差等级
5. 适用于硬质与软质各类材料
6. 切削速度范围:0.25-1m/s
7. 切削角度范围:60°-90°
8. 加工压力范围:1000kPa-2500kPa

四、珩磨加工工艺流程
珩磨工艺具体操作步骤如下:
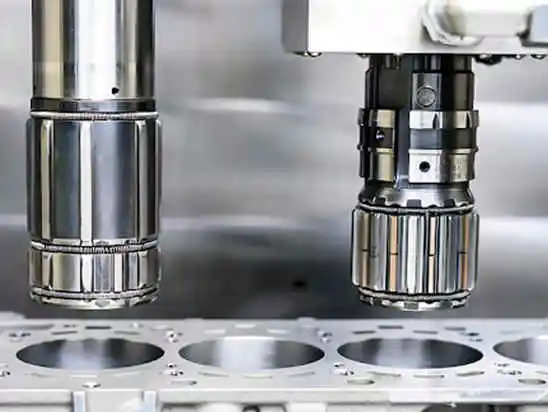
1. 将待加工工件安装于工作台并夹紧固定,将珩磨工具安装至主轴,检查工具稳定性
2. 操作人员设定进给量、转速等工艺参数,珩磨头进入孔内时,内部锥面机构使油石径向扩张
3. 垂直与平行于孔壁的作用力通过油石产生切削效果,逐步获得理想表面质量
4. 加工过程中按需加注冷却液,防止表面过热。珩磨完成后退出工具,油石在回弹机构作用下收回
5. 工件冷却后,松开夹具取出成品
五、珩磨关键工艺参数
(一)磨料选择
珩磨效果很大程度取决于磨料颗粒特性,磨料选型依据工件硬度与表面质量要求确定,超高硬度工件可选用金刚石磨具。
(二)主轴转速
主轴转速是影响加工效果的关键参数:
• 追求高材料去除率时,选择较低转速
• 追求高表面质量时,选择较高转速
(三)往复速度
珩磨头的往复运动速度直接影响表面质量,过高的往复速度会导致表面质量下降。
(四)珩磨压力
珩磨压力通常控制在 1000kPa-2500kPa 范围内,压力过低则材料去除效率低,压力过高则表面质量下降。

六、珩磨工艺优缺点分析
(一)工艺优势
• 高精度:珩磨具备极高的加工精度,在孔径精度要求严格的行业具有不可替代的优势
• 材料适应性广:可加工各种硬度与组织结构的材料
• 微量精加工:材料去除量小,可直接达到最终精加工要求
(二)工艺局限
• 设备投入高:珩磨机初始购置成本较高
• 工具损耗大:油石作为主要切削元件,加工过程中磨粒易钝化
• 直线度改善有限:仅能改善内孔表面质量,无法修正孔的轴线直线度
• 材料限制:主要适用于黑色金属,对有色金属加工效果欠佳
七、珩磨技术应用领域
• 汽车发动机缸体的粗精加工
• 汽车工业齿轮内孔精加工
• 各类精密圆柱孔的批量生产
• 内燃机缸套内孔精密加工
