
14
2026.5
作者
27
阅读量
一、主轴刀柄接口技术概述
刀具系统种类繁多,但其核心都离不开高精度金属连接技术的支撑。在现代智能制造背景下,主流主轴锥度接口凭借其优异的设计性能,在众多传统连接方案中脱颖而出。
采用标准锥度接口的筒夹、刀柄及夹持装置相比传统方案具有显著优势。其精密设计确保主轴与刀柄之间实现高刚性、高精度连接,这是获得优质加工效果的关键前提。这种紧密配合可有效降低刀具振动、提升切削精度、延长刀具寿命,因此锥度刀柄已成为众多制造企业的首选配置。
此外,锥度刀柄在加工过程中提供了出色的稳定性与动平衡性能,这对于高速切削或难加工材料加工至关重要,能够最大限度减少加工误差,保证产品质量的一致性。不同规格的锥度刀柄针对特定应用场景优化设计,为各类加工环境提供了高度的灵活性与适应性。
二、主流刀柄接口类型详解
(一)MT 接口
MT 接口作为传统刀柄方案,虽然主要应用于手动加工设备,但在部分数控机床中仍有使用,尤其在小型化、成本敏感的加工场景中较为常见。

(二)CAT40 接口
CAT40 是数控加工中心广泛采用的主轴锥度标准。其中 "CAT" 代表主轴锥度标准,数字 "40" 表示锥度特定位置(距小端约 43mm 处)的公称直径为 40mm。
CAT40 锥度采用 7:24 锥度比,即锥面与主轴中心线夹角符合 7/24 标准。该接口在刚性与通用性之间实现了良好平衡,适用于金属、塑料等多种材料的加工作业。

(三)CAT50 接口
CAT50 是另一款主流 CNC 加工中心主轴锥度标准,同样采用 7:24 锥度比。
相比 CAT40,CAT50 规格更大、结构更坚固,提供了更高的刚性与稳定性,主要应用于重载切削场景,特别适合大型工件加工或高切削力材料加工。
选型对比:CAT40 与 CAT50 均为加工中心通用标准,CAT40 适用于大多数常规加工,CAT50 则针对需要更高强度与稳定性的重型加工任务。具体选择取决于工件尺寸、材料特性及切削载荷等实际加工需求。

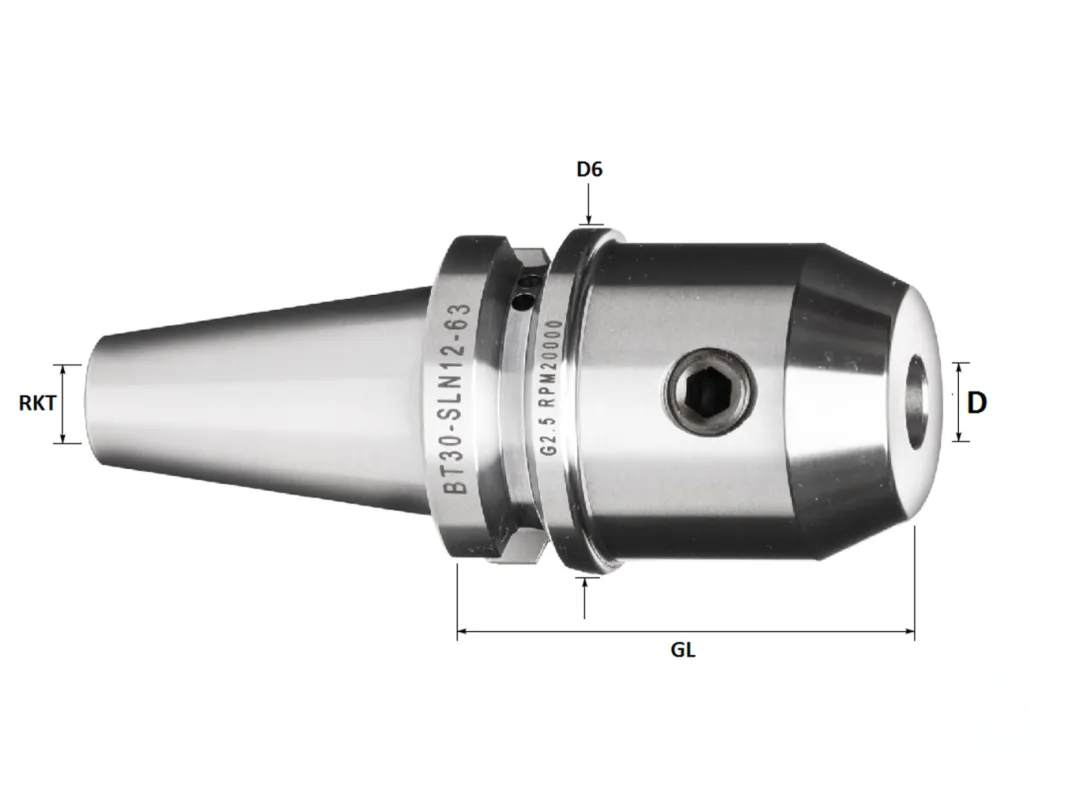
(四)BT30 接口
BT30 接口核心特性:
• 锥度比:采用 7:24 标准锥度设计
• 应用领域:主要用于精密加工场景,特别适合高速、高精度切削需求,常见于小型加工中心,适用于复杂细节与高精度要求的加工任务
技术提示:ISO30、INT30 与 BT30 在主体尺寸上一致,但锥度端部结构存在差异 —— 部分配置夹持螺栓,部分配备快换拉杆结构,带拉杆的型号锥度后无平行段。
(五)HSK 接口
HSK 刀柄接口是高性能数控加工领域广泛应用的标准化刀具连接方案,采用 1:10 锥度设计。HSK 接口具备卓越的精度、刚性与重复定位精度,适用于高速加工与重载切削。
HSK 系统包含多种配置类型,以 A、B、C、D 等字母标识,每种类型针对特定应用场景与技术要求设计。其中 HSK-A(带键槽)与 HSK-E(无键槽)是最常用的两种规格。
