
13
2026.5
作者
27
阅读量
在CNC铣削加工现场,铣刀旋转方向基本保持固定,工件进给方向可根据工艺需求调整。也正因如此,常规铣削工艺主要分为两种:顺铣与逆铣,也是机加工日常最常用的两种切削方式。
铣刀每一次切入工件,切削刃都会承受一定的冲击载荷。想要稳定加工质量、降低刀具损耗,需要把控好刀刃切入、切出的接触状态,结合工件材质、加工余量、设备情况选择合适的铣削方式。
一、 铣削核心准则:切屑由厚到薄
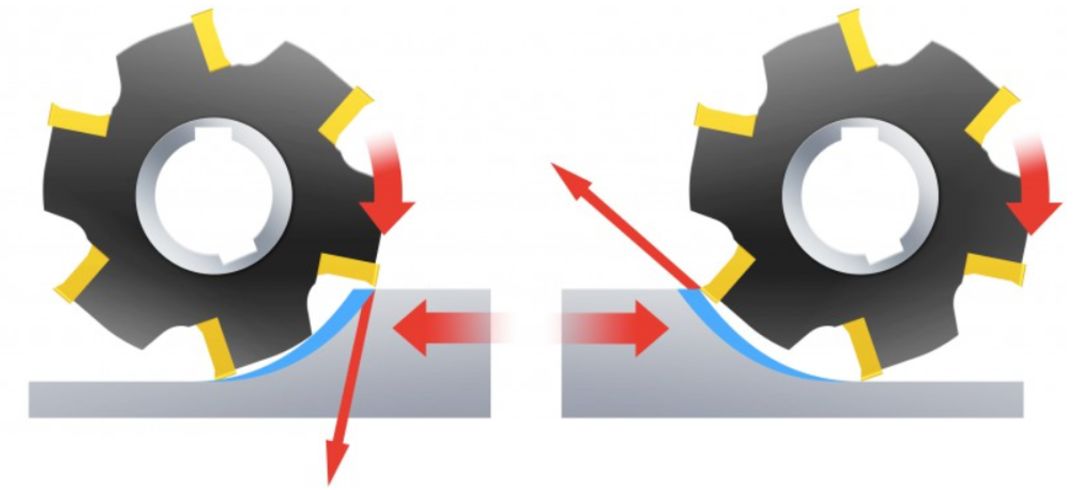
切屑成型状态,直接影响铣削过程的稳定性,而铣刀的安装位置、切削角度是决定切屑形态的核心因素。行业内公认的铣削核心思路为由厚到薄:尽量让刀刃切入工件时切屑较厚,切出时切屑逐步变薄,能够有效减少刀刃磨损,让整体切削过程更平稳。
二、 顺铣:优先选用的主流铣削方式
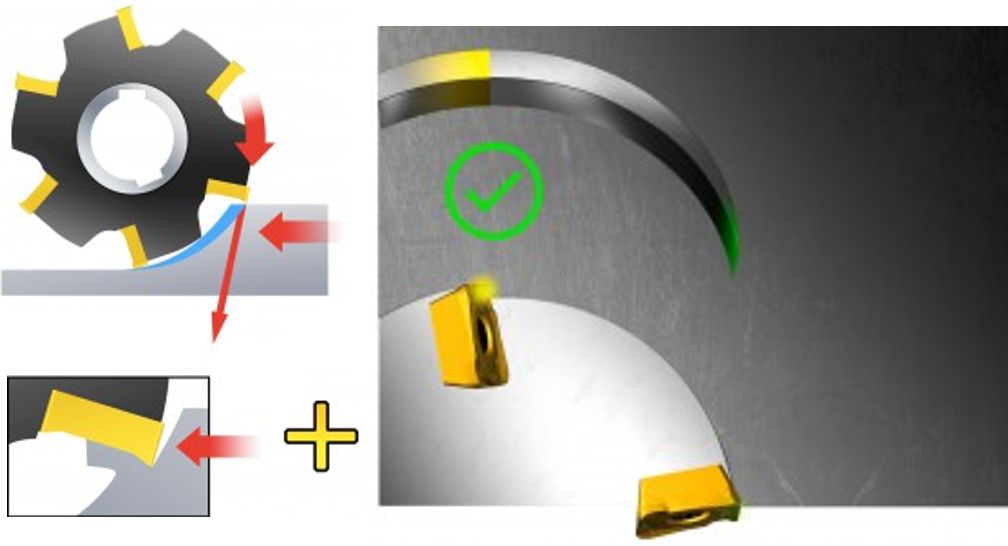
顺铣指工件进给方向和铣刀旋转方向一致的铣削方式。在设备精度、夹具刚性、工件装夹条件达标时,顺铣是多数精加工和常规加工的优选工艺。
顺铣加工时,切削起始阶段切屑厚度最大,随着刀具持续进给,切屑厚度慢慢减小,切削收尾时切屑基本趋近于零。这种切削方式可以有效避免切削刃在切削前剐蹭、挤压工件表面,对提升工件光洁度比较有利。
从切削受力来看,顺铣的切削力会将工件微微带向铣刀一侧,刀刃切削贴合度更好,切削过程更稳定。但该工艺存在一定局限性:加工时铣刀容易出现“拉入工件”的现象,若机床丝杆间隙较大、无消隙功能,进给节奏容易失控,大概率会出现切屑偏厚、刀刃崩损的情况,这类工况建议更换为逆铣工艺。
三、 逆铣:特殊工况的适配铣削方式
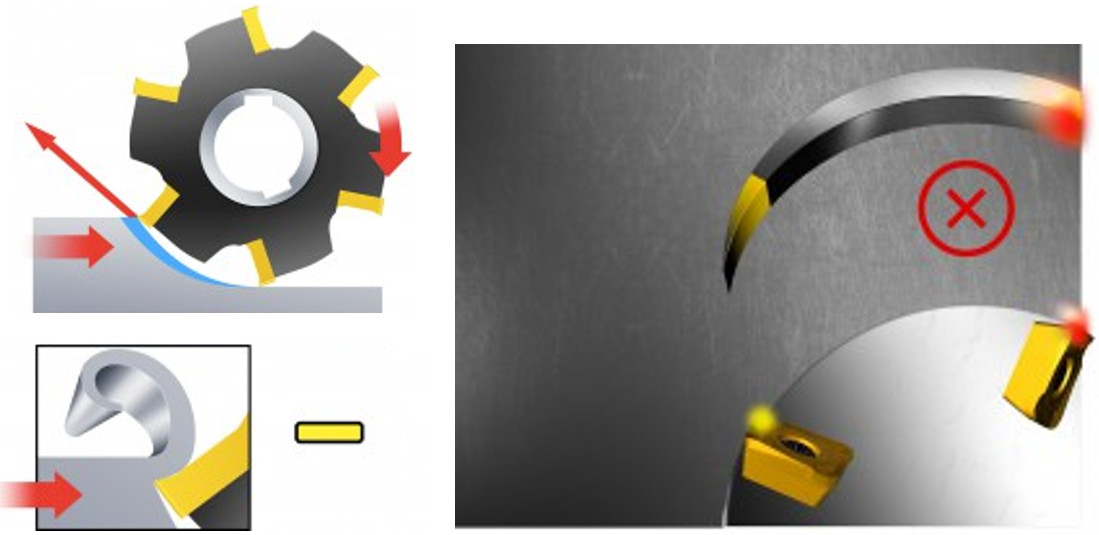
逆铣和顺铣工艺刚好相反,是工件进给方向与铣刀旋转方向相反的切削方式,多用于粗加工或工况特殊的加工场景。
逆铣的切屑变化规律为从薄到厚,切削起始时切屑厚度极小,加工过程中逐步增厚,直至切削结束。加工时切削刃需要强行啃入工件,摩擦生热量大,还容易接触上一刀留下的加工硬化层,大概率会打磨工件表面,同时加快刀具磨损、缩短刀具使用寿命。
同时,切削收尾时的厚切屑和高温,会让刀具承受较大拉伸应力,容易出现刀刃破损、轻微崩口等问题。高温环境下切屑也容易粘连在刀刃上,影响下一刀的切削精度。受力层面,逆铣会让刀具与工件相互分离,径向力会产生向上的抬升力,工件装夹不稳时容易出现移位、松动的情况。
虽然逆铣的加工质感和刀具寿命不如顺铣,但在部分特殊工况下优势明显:适合加工余量波动较大的毛坯工件;采用陶瓷刀片加工高温合金时,选用逆铣可以有效缓冲切入冲击,降低刀具破损概率。
四、 不同铣削方式对工装夹具的要求
顺铣与逆铣的受力特点不同,对工装夹具的刚性、锁紧能力要求也有一定区别。
逆铣加工会产生向上的工件抬升力,因此夹具需要具备足够的抗抬升能力,避免工件松动;顺铣切削力向下挤压工件,夹具重点需要承受下压载荷,保证工件紧密贴合工作台,减少加工偏移。
五、顺铣&逆铣核心差异总结
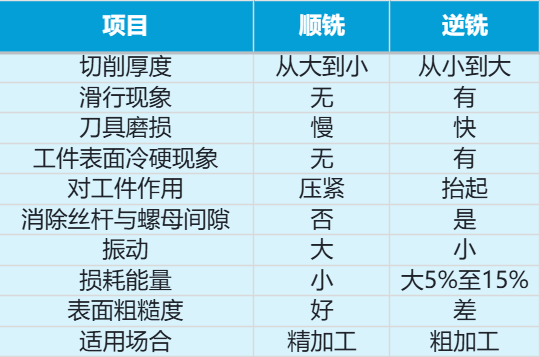
为方便一线师傅快速选型、对照使用,这里整理两种铣削工艺的核心特点:
顺铣:切屑由厚变薄,工件表面光洁度好,刀具磨损相对更小;多用于精加工、余量均匀的工件加工,对机床消隙、夹具稳定性有一定要求。
逆铣:切屑由薄变厚,加工发热量大、刀具损耗相对偏高,工件表面质感略差;更适合余量波动大的毛坯粗加工、高温合金等特殊材质加工,抗冲击性能更好。
六、总结
1、常规加工可遵循:开粗优先用顺铣,光精侧壁可选用逆铣,适配大部分现场工况。
2、加工槽类零件、精修侧壁时,逆铣能够有效改善工件上大下小的成型缺陷,唯一不足是工件表面细腻度相比顺铣稍差。