13
2026.5
作者
23
阅读量
不少机加工从业者都有一个疑问:加工中心刀具自然是越锋利越好,为什么生产中还要特意对刀具做钝化处理?
其实大家对刀具钝化普遍存在认知误区,这项工艺并不是把刀具磨钝,而是提升刀具品质、延长使用寿命的精细化预处理工艺。刀具钝化常规安排在刀具精磨之后、涂层之前,是刀具加工中十分关键的一道工序。
一、什么是刀具刃口钝化?
刀具钝化,主要是对刀具刃口进行去毛刺、平整、抛光等精细化处理,以此优化刀具整体品质,改善切削性能,延长刀具使用周期。
目前行业内对该工艺的叫法尚未统一,业内常称刃口钝化、刃口强化、刃口珩磨、刃口准备,也有ER刃口圆化处理的说法,所指代的都是同一种加工工艺。
二、机加工为什么要做刀具钝化?
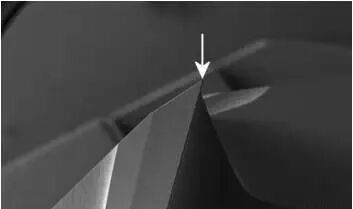
刀具经过普通砂轮或金刚石砂轮刃磨后,刃口基本都会产生不同程度的微观缺口,也就是常见的微小崩刃、锯齿状刀口。
在实际切削加工过程中,这些细微的刃口缺口会持续延展、扩大,大概率会加快刀具磨损速度,长期加工下来,容易造成刀具提前损坏、报废。
现如今高速切削、自动化机床加工场景越来越普及,对刀具的稳定性、综合性能要求也逐步提高。尤其是带涂层刀具,在涂层加工前,基本都需要进行刃口钝化处理,以此保障涂层贴合更牢固,间接提升刀具的整体使用寿命。
三、刀具钝化处理的核心目的
刃口钝化技术的核心作用,是弥补刀具刃磨后产生的微观刃口缺陷,弱化刃口尖锐棱角,消除刀口锯齿、细微崩刃等问题,让刀具刃口变得圆滑平整。
经过钝化处理的刀具,既能保留良好的锋利度,又能提升刃口强度,兼顾切削性能与耐用性,适配长期批量加工工况。
四、刀具钝化的实际加工效果
1. 刃口圆化修整,减少崩刃磨损
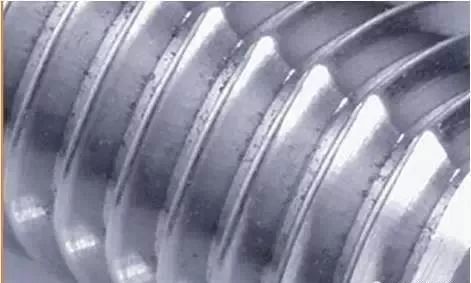
钝化处理可以彻底清除刃口残留毛刺,完成标准、均匀的刃口倒圆加工,让刀具刃口规整统一。
未做钝化的刀具,刃口毛刺会加剧刀具磨损,同时容易导致加工工件表面粗糙、精度不达标。经过钝化处理后,刃口光滑平整,能够大幅降低加工时的崩刃概率,有效提升工件的表面光洁度与加工一致性。
2. 抛光排屑槽,优化排屑性能
刀具钝化会对刀具排屑槽进行均匀抛光处理,优化槽体表面平整度,提升刀具的排屑能力。
排屑槽表面越平整光滑,加工过程中排屑就越顺畅,能够适配更高转速的切削加工。同时,平整的槽面可以减少刀具与加工材料粘连、咬死的情况,切削力可降低约40%,让整体切削过程更加平稳流畅。

3. 精整涂层表面,提升散热与切削效率
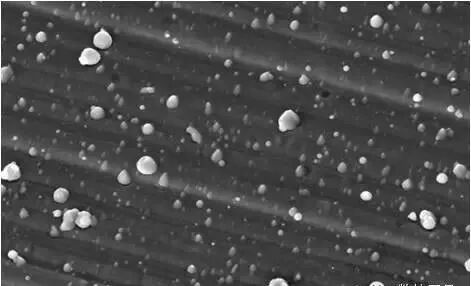
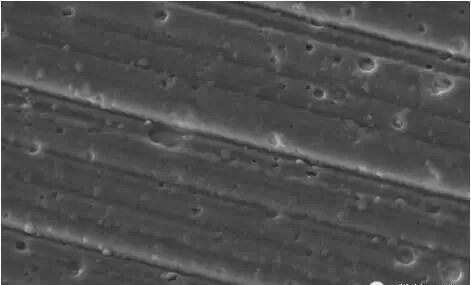
刀具涂层加工完成后,表面容易生成细微的凸起小滴,增大刀具表面粗糙度,影响加工性能。钝化处理可有效去除这些凸起瑕疵,优化刀具表面光洁度。
涂层凸起会让刀具切削时摩擦阻力变大,产生大量摩擦热,影响切削速度与刀具寿命。经过钝化抛光后,刀具表面会形成细微孔隙,能够吸附更多切削液,快速带走加工热量,大幅改善切削工况,提升整体加工效率。