
12
2026.5
作者
33
阅读量
在孔加工现场,钻头断裂、崩刃是非常普遍的问题。小问题增加刀具耗材成本、耽误加工进度,严重时钻头直接断在工件内部,造成工件报废,带来不必要的生产损失。
很多师傅以为钻头坏掉只是单纯操作失误,其实大部分故障都和刀具选型、装夹方式、切削参数设置等细节息息相关。就算使用品质不错的麻花钻,操作细节不到位,也容易出现崩刃、断刀情况。今天就结合现场实操,梳理钻头失效的8大常见原因及对应解决办法,帮大家减少加工翻车问题。
一、刀具与工件材质适配不当
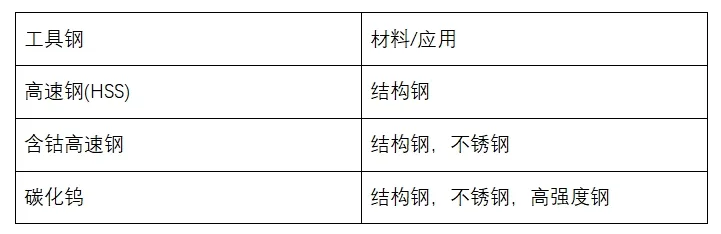
加工选材是钻孔作业的基础,不少师傅为了省事,直接用通用钻头加工特殊材质工件。这种情况下,即便反复调整加工参数,也容易出现钻头磨损过快、断裂等问题。
高速钢、合金等不同材质钻头,适配的加工场景各有不同,部分带涂层高速钢钻头可适配不锈钢加工工况。除此之外,钻头长度也会影响加工稳定性:钻头越长,整体刚性越弱,断刀概率相对更高,深孔加工建议优先选用专用深孔钻头。
解决方案:加工前结合工件材质、孔深及加工需求,合理匹配对应材质、规格、长度的钻头,从源头降低适配不当带来的故障风险。
二、工件、钻头装夹不够牢固
装夹稳定性直接决定钻孔质量与刀具寿命。如果工件固定不紧实、钻头夹持存在松动,加工过程中会出现轻微晃动和偏移,破坏切削平衡。长期受力不均,会逐步加剧刀具磨损,大概率引发断刀故障。
解决方案:开工前仔细检查工装夹具,将工件压实锁紧,同时确认钻头夹持到位、无松动偏移,保证加工过程稳定无晃动。
三、排屑不畅,导致刀具卡死受损
钻头排屑槽是铁屑排出的核心通道,槽型开阔度越好,排屑效果越理想。加工时铁屑无法顺利排出,会堆积在孔内,造成钻头卡滞、切削受阻。同时积屑会产生大量热量,容易让钻头退火软化,进而出现崩刃、断裂问题。
解决方案:加工过程中按需加注切削液与润滑剂,兼顾降温与辅助排屑;定时退出钻头清理孔内积屑,避免铁屑堆积堵孔。

四、切削转速、进给参数搭配不合理
转速和进给量是钻孔加工的关键参数,也是刀具失效的常见诱因。转速偏高、进给量过大,会让钻头处于超负荷切削状态,刀具受力骤增,长期如此容易出现破损、断裂情况。
解决方案:参考标准切削参数表,结合钻头规格、工件材质合理匹配转速与进给速度,尽量避免刀具超负荷切削。
五、刀具品质一般或磨损未及时更换
刀具本身品质瑕疵、长期使用磨损钝化,是现场常见的故障原因。部分低价劣质钻头钢材性能差、做工粗糙,刚性和耐磨性不足;而旧钻头刃口钝化、磨损后继续使用,会大幅增加切削阻力,大概率引发断刀问题。
解决方案:根据加工工况选用合规优质钻头,减少劣质刀具使用;日常加工中多检查刀具状态,及时更换磨损、钝化、有瑕疵的钻头。

六、钻头直径差异带来的加工局限
不同直径麻花钻的加工特性区别较大,操作方式不当容易损坏刀具。小直径钻头刚性偏弱、比较脆弱,轻微用力过猛就可能折断;16mm及以上大直径钻头,直接一次性钻孔会承受较大切削负荷,容易出现崩刀、断裂现象。
解决方案:小孔加工轻压进给,杜绝暴力操作;大孔径加工可先用小直径钻头分步预钻,降低单次切削负荷,同时多退刀排屑,保护刀具。
七、冷却不充分,高温损伤刀具
钻孔属于高速切削工艺,加工过程会持续产生大量热量。如果长时间连续作业、缺少有效冷却,钻头容易因高温产生热裂纹、退火软化,刀具硬度下降后,出现破损断裂的概率会大幅增加。
解决方案:加工全程搭配切削液、润滑剂降温散热;长时间加工时,定时退刀、停机冷却,避免刀具长期处于高温作业状态。
八、加工设备与刀具不匹配
各类钻头对加工设备的适配要求不同,硬质合金钻头硬度高、脆性大,对加工稳定性要求较高,更适合立柱钻床使用。手持钻床难以精准控制进给和转速,加工稳定性不足,用来打硬质合金孔,容易造成钻头断裂。
解决方案:结合钻头类型与加工精度选择设备,高精度、高硬度钻孔作业,尽量使用立柱钻床,保证参数可控、加工稳定。

九、结语
多数钻头断裂、崩刃问题,都不是设备和刀具质量问题,而是选型、装夹、参数、冷却、设备匹配等细节把控不到位。日常加工中注意规避以上八大问题,规范操作流程,既能有效减少刀具损耗、控制生产成本,也能提升钻孔效率和工件成品合格率。