
12
2026.5
作者
27
阅读量
在模具加工领域,遇到复杂立体曲面、异形型腔工件时,常规铣削工艺往往很难加工到位。这时候,仿形铣削就是非常实用的加工方式。它成型效果好、加工效率可观,广泛用于模具曲面、异形轮廓的粗精加工。今天就结合现场实操经验,跟大家聊聊仿形铣的核心技术要点!
一、模具仿形铣削工艺:适用场景与加工优势
模具很多异形型腔、立体曲面结构,没办法拆解成简单型面做常规铣削,仿形铣削工艺就很适配这类工况。该工艺可完成二维、三维凹凸曲面的多轴铣削,针对大型、结构复杂的模具型腔粗加工,加工效率相比常规铣削工艺优势明显。
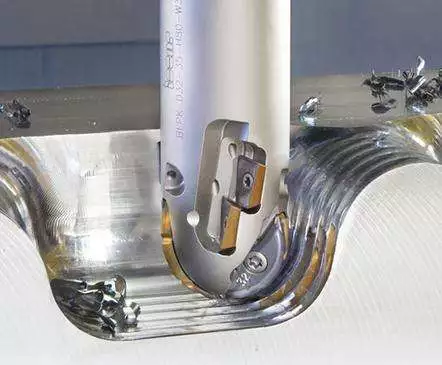
和普通铣削刀具相比,仿形铣刀采用圆弧刃结构。在同等进给参数下,能够有效减少工件加工残留余量,提升模具曲面的平整度和整体加工质量,是模具曲面成型加工的常用工艺。
二、仿形铣专用刀具:核心结构与独有优势
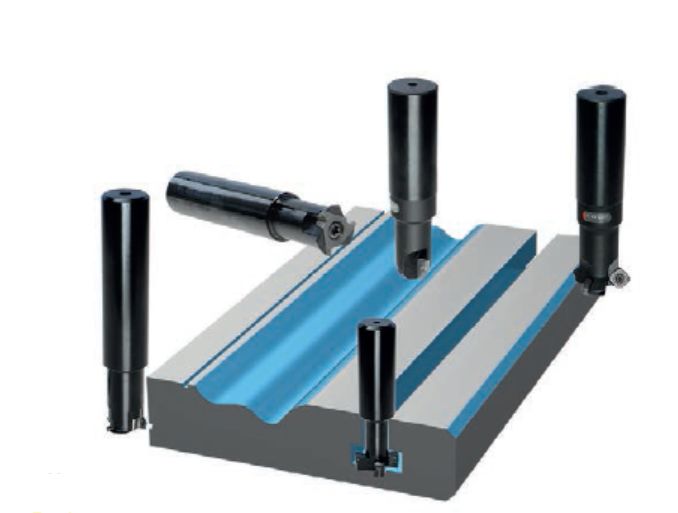
仿形铣削的加工效果,很大程度取决于刀具的合理选用。这类刀具多搭配圆环面、球头可转位圆切削刃刀片,包含套式铣刀、螺旋刀柄铣刀、模块化螺旋铣刀等多款类型。依托圆形刀片的结构优势,它在多数工况下的表现优于普通铣刀,具体特点如下:
1. 超强直接进刀能力
部分款式的仿形铣刀可像钻头一样直接垂直下刀切入工件,无需提前加工工艺孔,能够简化加工工序,节省工件预处理时间,有效提升整体加工效率。
2. 适配螺旋插补加工
配合螺旋插补工艺使用,仿形铣刀可以快速完成大直径孔的加工,工序简单、成型精度稳定,能够改善大孔径模具加工繁琐、效率偏低的问题。
3. 切削刃强度更高
圆形刀片无尖锐边角,切削受力更加均匀,可承受一定的刀具偏移和加工振动。现场加工中,可在合理范围内提升转速、加大进给量,同时降低刃口崩损、异常磨损的概率,刀具运行稳定性更好。
4. 刀具利用率更高
圆形刀片的有效切削区域更多,结合刀片规格和实际切削深度,一般可实现4-8次有效转位使用。其材料去除量远超普通菱形、方形刀片,能有效减少换刀次数,降低耗材与人工成本,经济性表现出色。
5. 低功耗实现高效切削
圆形刀片结构强度优异,不需要高功率机床配合,就能完成大负载切削作业。即便在轻型机床上,也可胜任模具粗加工的大进给切削工况,设备适配范围较广。
6. 粗加工成型精度优
普通直角刀具粗加工后,工件表面容易出现明显凹凸纹路,后续精加工余量较大。而仿形圆刀片加工后的工件表面残留高度小、平整度较好,粗加工完成后大多可直接进入半精加工,有效缩短加工流程。
三、分场景选型指南:精准匹配仿形铣刀具
仿形铣刀主要分为圆刀片铣刀和球头铣刀两类,不同刀具适配的加工工况、工序阶段各有不同。结合现场工况合理选刀,是保证加工质量、提升加工效率的关键。
1. 按刀片规格选型
小规格刀片:通用性较强,切削阻力小、运行稳定,比较适合工件精加工,以及装夹不稳、薄壁易震动等复杂工况。
大规格刀片:整体强度高、金属去除效率高,多用于模具大余量粗加工,适配机床运行稳定、工件刚性充足的加工场景。
2. 按加工结构选型
针对带圆角限位、窄槽、复杂曲面的模具结构,建议优先选用球头铣刀,刀具轮廓可以更好贴合工件外形,减少过切、缺切问题,保障曲面加工精度。
3. 按刀杆结构选型
分体式刀杆:刀头与刀杆可自由搭配,可根据加工深度、工件结构更换对应规格配件,使用灵活性高,适配多类型模具加工。
一体式刀杆:刀杆直径更纤细,适合窄空间、深型腔等受限加工场景,能够解决狭小区域铣削难操作的问题。
4. 按加工阶段选型
模具粗加工阶段,大多选用可转位圆刀片铣刀,能平衡加工效率和刀具损耗成本;半精加工、精加工阶段,优先使用整体硬质合金球头立铣刀、可换头精密铣刀,更好地保证工件成品精度。
各类仿形铣刀性能对比

四、实操故障解决方案:常见问题与优化对策
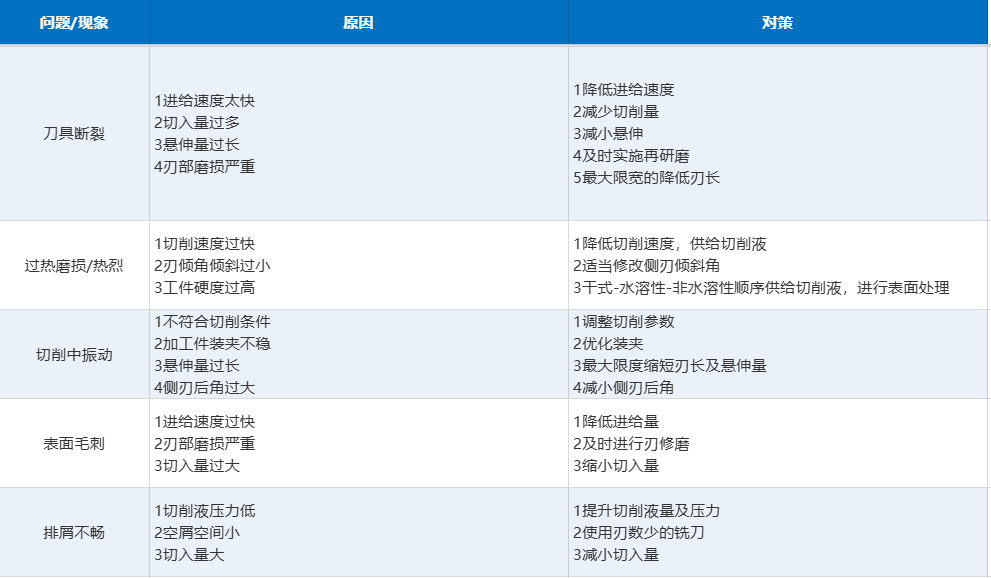
在模具仿形铣削实操中,刀具选型不当、切削参数不合理、工件装夹不规范等情况,都容易引发刀具断裂、工件毛刺、加工振动等常见问题。及时排查故障原因、针对性调整工艺参数,能够有效降低刀具损耗、稳定生产产能,下面整理了现场常用的故障解决方案:
结语
仿形铣削的加工效果,离不开工艺经验、刀具选型和参数设置的综合把控。熟练掌握仿形刀具的性能特点,结合工况合理选刀、及时处理加工故障,能够有效提升模具加工精度与效率,减少耗材浪费和生产成本,是模具加工从业者需要掌握的实用技术。