
11
2026.5
作者
5
阅读量
在机械切削加工现场,刀具是最核心的易耗配件。不同的加工工况、工件材质、生产批量,对刀具的硬度、耐高温能力、耐磨性能都有不一样的要求。
想要平衡好加工精度、生产效率与生产成本,选对刀具材料十分关键。目前车间常用的切削刀具主要分为六大类,每种材料都有自身的性能特点与适配工况。本文详细拆解各类刀具材料的核心性能与实际应用场景。
一、碳素工具钢:经济型低速切削用材
碳素工具钢是性价比很高的基础切削刀具材料,主要成分含0.6%-1.5%碳,锰、硅等杂质元素含量控制在0.5%以内。通过添加铬、钒等金属元素,可以微调材料的晶粒结构与整体硬度,适配不同基础加工需求。
该材料耐磨表现不错,能够长时间维持刀刃锋利状态,切削加工性能稳定。但耐热性能偏弱,当温度达到250℃左右时,刀具硬度会明显下降,因此更适合低速、低温的切削工况,不太适配高温、高速的加工场景。
核心参数与应用:
极限耐受温度:450℃
最高硬度:HRC65
适用刀具:麻花钻、铣削刀具、车削刀具、成型刀具
适配材料:黄铜、铝镁合金等质地较软的金属材质

二、高速钢(HSS):通用型合金切削刀具
高速钢属于高碳合金钢材,在高碳钢基础上添加钨、钼、铬等多种合金元素,有效提升了材料的淬透性、韧性与耐磨性,金属切削去除效率优于普通碳素工具钢,是机加工领域通用性极强的经典刀具材料。
它的耐热性能处于中等水平,温度升至650℃时,硬度会出现衰减。实际加工中,一般搭配冷却液降温,以此延长刀具使用寿命。同时这类刀具支持多次修磨复用,配合对应的表面处理工艺,还能进一步优化使用性能。
主流表面强化工艺:
抛光处理:降低切削摩擦阻力;渗氮处理:提升表面耐磨性;镀铬/氧化处理:减少材料粘附与摩擦损耗
核心参数与应用:
常规切削速度:30-50米/分钟
极限耐受温度:650℃
最高硬度:HRC67
适用刀具:钻头、铣刀、拉刀等各类通用加工刀具

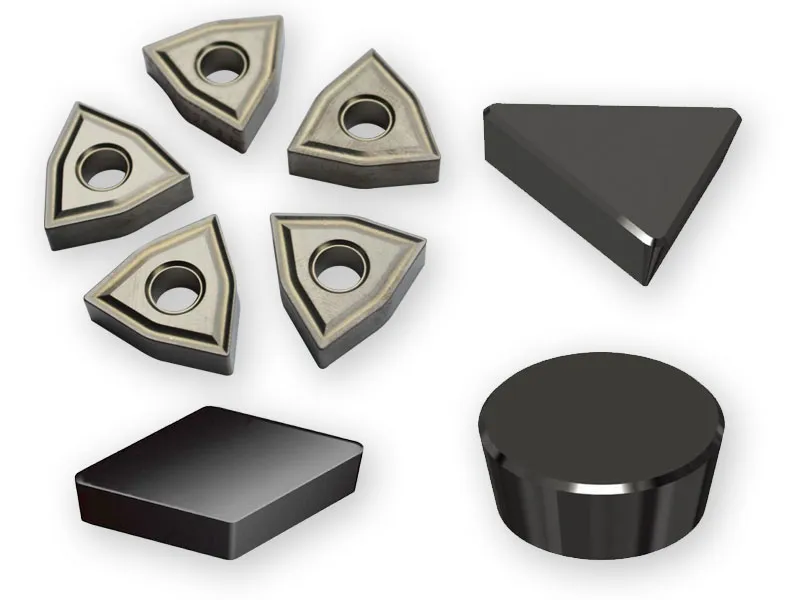
三、硬质合金:高速高效加工主力用材
硬质合金刀具采用粉末冶金工艺加工制成,基体主要由碳化钨、碳化钽、碳化钛组成,以钴作为粘结剂;若采用镍、钼作为粘结材料,行业内一般将其归为金属陶瓷范畴。
该材料硬度高、耐高温表现出色,在1000℃高温环境下依旧能保持稳定硬度,很适合高速切削工况。现场选材有通用规律:高钴材质韧性、抗冲击性更好,多用于粗加工;低钴材质精度更优,普遍用于精加工工序。
核心参数与应用:
常规切削速度:60-200米/分钟
极限耐受温度:1000℃
最高硬度:HRC90
四、陶瓷刀具:高精度高速切削材质
陶瓷刀具主要以氧化铝、氮化硅陶瓷粉末为原料,经过压制成型、高温烧结工艺制作而成。具备化学性质稳定、耐腐蚀、抗压强度高的特点,综合使用性能优于常规高速钢刀具。
陶瓷刀具耐高温能力突出,1800℃工况下结构与性能基本保持稳定,切削速度大概是高速钢的10倍左右。同时导热系数低,切屑与刀具表面摩擦小,加工出来的工件光洁度较好,多数加工场景下可以不用冷却液。
核心参数与应用:
常规切削速度:300-600米/分钟
极限耐受温度:1200℃
最高硬度:HRC93
五、立方氮化硼(CBN):超硬耐磨特种刀具材料
立方氮化硼是仅次于金刚石的超硬材料,耐磨性和结构稳定性都十分出色。常应用于手动加工设备,也可制作砂轮磨料,适合高硬度材料的打磨与切削加工。
这类材质不太适合制作极锋利的薄刃口,更适配硬质材料的精加工、磨削工序,高速切削状态下性能稳定,刀具损耗相对更低。
核心参数与应用:
常规切削速度:600-800米/分钟
硬度:高于HRC95
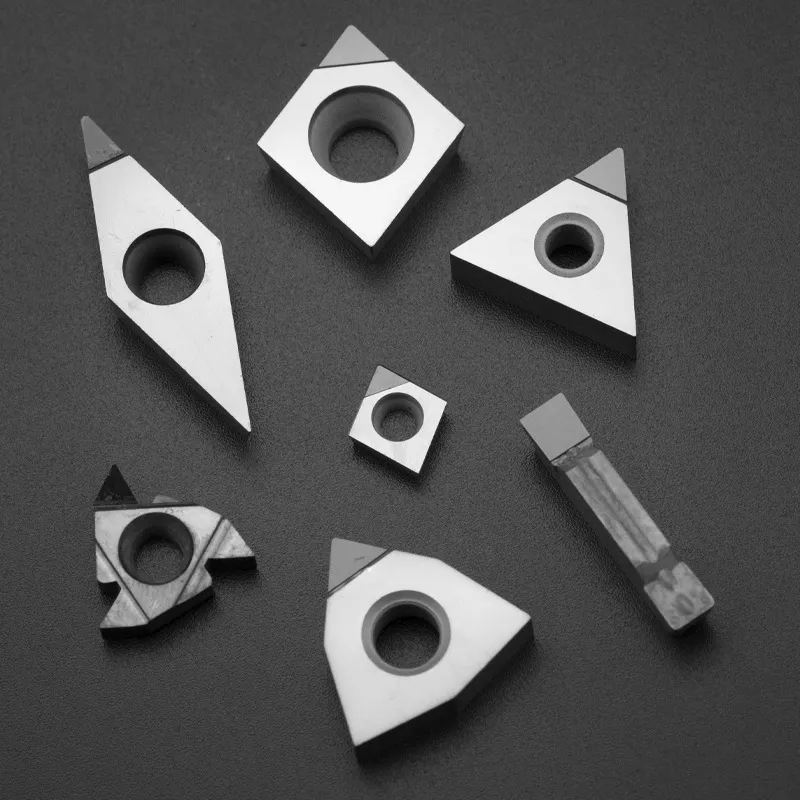
六、金刚石刀具:超高精度顶级切削材料
金刚石是目前已知硬度最高的刀具材料,同时具备导热性好、熔点高、摩擦系数低、热膨胀系数小的优势,综合物理性能十分优异,对应的材料成本也是这六类中最高的。
该刀具多用于各类超硬难加工材料的切削,可高效加工碳化物、氮化物、玻璃等材质,加工后的工件尺寸精度高、表面光洁度好,普遍应用于精密、超精密加工场景。
结语
六种主流刀具材料形成了清晰的性能梯度:从低成本低速加工的碳素工具钢、通用性强的高速钢,到适配高速高效加工的硬质合金与陶瓷刀具,再到用于超精密加工的CBN和金刚石刀具,能够适配不同的加工预算与工艺需求。现场加工时,结合工件材质、切削速度、精度要求合理选材,能够有效提升加工效率、降低刀具损耗成本。