
11
2026.5
作者
4
阅读量
在机械孔加工工序中,钻头选型直接决定加工精度、生产效率与生产成本。市面上最常用的两款钻孔刀具,分别是整硬钻头与可转位钻头。
不少机加工师傅日常都会纠结:一体式整硬钻头和可换刀片的可转位钻头,到底该怎么选?其实两款刀具没有绝对的优劣,核心看工况是否匹配。
今天我们就从结构特点、品类细分、核心优势、选型逻辑全方位拆解,帮大家根据工况精准匹配刀具,规避加工浪费与精度问题。

一、一体式整硬钻头:高精度小孔加工优选
整硬钻头为一体化成型刀具,整体由高速钢(HSS)或硬质合金材质打造,刀体与切削刃为完整一体结构。刀具刃型、长度、涂层、钻尖几何样式丰富,适配性极强。
这类钻头更适配12mm以内的小孔加工场景,可适配钻床、手持钻孔设备,加工出来的孔径精度、光洁度表现较好,比较适合小批量、多规格的加工生产模式。
根据功能结构不同,整硬钻头主要分为四大品类:
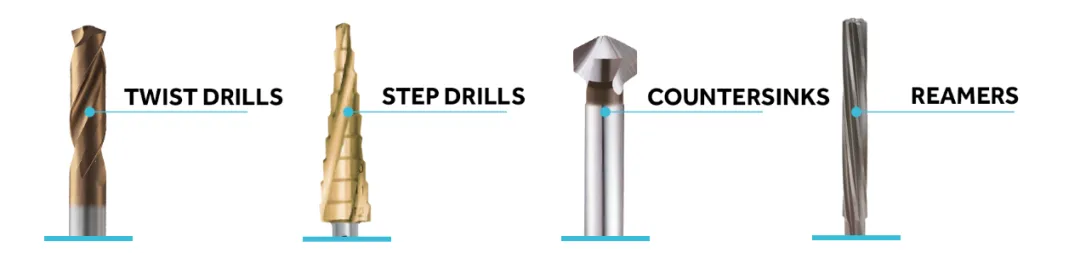
1. 麻花钻
麻花钻是机加工中应用最广泛的钻头类型,依靠螺旋槽结构顺畅排屑,可加工金属、木材、塑料等多种常规材料。市面常见3倍径、5倍径规格,支持盲孔、通孔加工,适配普通机加工、木工、建筑等场景,硬质合金麻花钻也可满足多数高硬度材料的高精度钻孔需求。
2. 阶梯钻
阶梯钻采用多阶锥形切削结构,单次走刀即可加工出不同直径的孔径,无需频繁换刀,加工效率更高。多用于钣金打孔、电气安装维修场景,可一站式完成精准打孔、扩孔、孔口去毛刺等工序。
3. 沉头钻
沉头钻兼具钻孔与倒角功能,锥形多槽结构在打孔的同时,可修整孔口锐边、去除毛刺,让螺丝、紧固件安装后能够与工件表面平齐,在金属加工、木工装配行业应用十分普遍。
4. 铰刀
铰刀属于精密精加工刀具,多刃结构设计能够有效提升孔径精度与孔壁光洁度,严控尺寸公差,大多应用在汽车制造、精密机械等对孔位精度要求较高的加工场景。
二、分体式可转位钻头:大孔径量产加工利器
可转位钻头为分体式结构,核心由钻体与可更换刀片组成,切削功能完全依靠刀片实现。和整硬钻头最大的区别是:刀片磨损、损坏后无需更换整体刀具,仅需替换刀片即可继续使用。
这类刀具更适合12mm以上大孔径、大批量连续加工工况,长期使用的综合成本更有优势,量产性价比更高,市面主流可分为两类:
1. U型钻头
U型钻头配备可替换多刃刀片,刀片可独立拆装、旋转、更替,能有效延长钻体使用寿命,降低长期耗材成本。适配金属、塑料、复合材料等多种材料,在汽车、航空航天等大批量生产线中十分常用。
2. 模块化钻头
模块化钻头由刀杆、中间模块、切削头组合而成,可根据实际加工需求更换配件,一杆适配多种孔径加工。适合工况多变、需要快速换刀的场景,常见于油气钻井、多功能非标机械加工领域。

三、整硬钻头的核心优势
在小孔精加工场景中,整硬钻头的精度、适配灵活性、操作便捷性都比较有优势,具体特点如下:
1. 小孔加工性价比可观:小批量、断续钻孔工况下,无需额外搭配刀片配件,刀具采购成本更低,是小孔加工比较经济的选择。
2. 操作便捷、装夹高效:一体式结构无需组装调试,无刀片更换流程,装夹简单、开机即用,大幅减少设备停机与调试时间。
3. 加工精度表现良好:一体式结构刚性足、稳定性好,切削刃无装配间隙,孔径尺寸、孔位一致性更佳,能够满足多数精密零部件的加工要求。
4. 通用性极强:尺寸、几何造型、材质品类丰富,可适配金属、木材、塑料等多材质加工,覆盖多行业通用钻孔需求。
5. 结构紧凑适配性广:体积小巧,可在狭窄、密闭的特殊加工区域作业,设备机动性与可达性更强。
6. 切削运行稳定:依托整体刚性优势,切削过程平稳、排屑顺畅,材料去除效率较好,能够在一定程度上缩短加工周期。
四、可转位钻头的核心优势
可转位钻头更适配量产、大孔径、重负荷加工场景,在长期生产成本控制和连续生产效率方面优势突出:
1. 大批量加工综合成本更低:虽然刀体初次采购成本偏高,但日常损耗仅为刀片,无需整体换刀,长期量产能够有效节省耗材开支,大孔径加工场景下优势更为明显。
2. 工况适配灵活度高:可根据工件材质、孔径大小、切削工况,更换不同几何、涂层、规格的刀片,实现加工工艺定制化优化。
3. 刀具整体寿命更长:钻体可长期重复使用,仅按需更换损耗刀片,避免整体刀具报废,大幅提升主体设备使用寿命。
4. 切削性能可按需优化:配套刀片可针对不同材质优化结构与涂层,能有效降低切削阻力、改善排屑效果,应对多数高强度、高难度钻孔工况都比较稳定。
5. 减少设备停机时间:刀片更换简单快速,换刀流程短,最大程度减少量产过程中的设备停机损耗,保障生产连续性。
6. 排屑顺畅、成品品相更好:专属排屑槽结构设计合理,不易堵屑,能够有效提升孔壁光洁度,减少划痕、毛刺等加工瑕疵。

五、精准选型指南:工况对应刀具选择
两款钻头适配场景各有侧重,结合加工批量、孔径大小、精度要求、成本预算综合选型,基本可以实现最优加工效益:
1. 看加工工况与批量:小批量、多品类、小孔径加工,优先考虑整硬钻头;大批量、连续化、大孔径量产加工,更适合选用可转位钻头。
2. 看成本需求:短期、小体量加工,整硬钻头投入更低、性价比更高;长期、规模化量产,可转位钻头的耗材成本优势会逐步体现。
3. 看精度与稳定性:精密零部件、高公差要求的钻孔作业,优先选用刚性更强、精度更稳定的整硬钻头;常规大孔径粗加工、半精加工,可转位钻头完全能够满足使用需求。
4. 看维护效率:频繁换产品、间断式加工,整硬钻头无需调试,使用更便捷;长期不间断量产,可转位钻头换刀速度快、停机时间短,生产效率更有保障。

六、总结
整体来看,整硬钻头的优势在于精度高、刚性好、通用性强、上手即用,比较适配12mm以内小孔、小批量、精密钻孔工况;可转位钻头胜在综合成本低、适配灵活、使用寿命长,更适合12mm以上大孔径、大批量连续加工作业。
实际加工中,结合自身生产批量、孔径规格、精度需求合理选型,既能保障加工质量与生产效率,也能更好地控制车间加工成本。