
8
2026.5
作者
23
阅读量
在机械加工领域,螺纹加工是十分基础且关键的工序。多数人熟知螺纹切削、磨削等传统加工方式,但其实还有一种高效优质的加工工艺——螺纹滚压工艺。
作为制造业核心成型技术之一,螺纹滚压在紧固件、精密螺纹配件生产中应用广泛,相较于传统加工方式优势突出。今天我们就全方位拆解这项工艺,带你吃透它的原理、优势、应用场景及加工细节。
一、螺纹滚压工艺核心定义
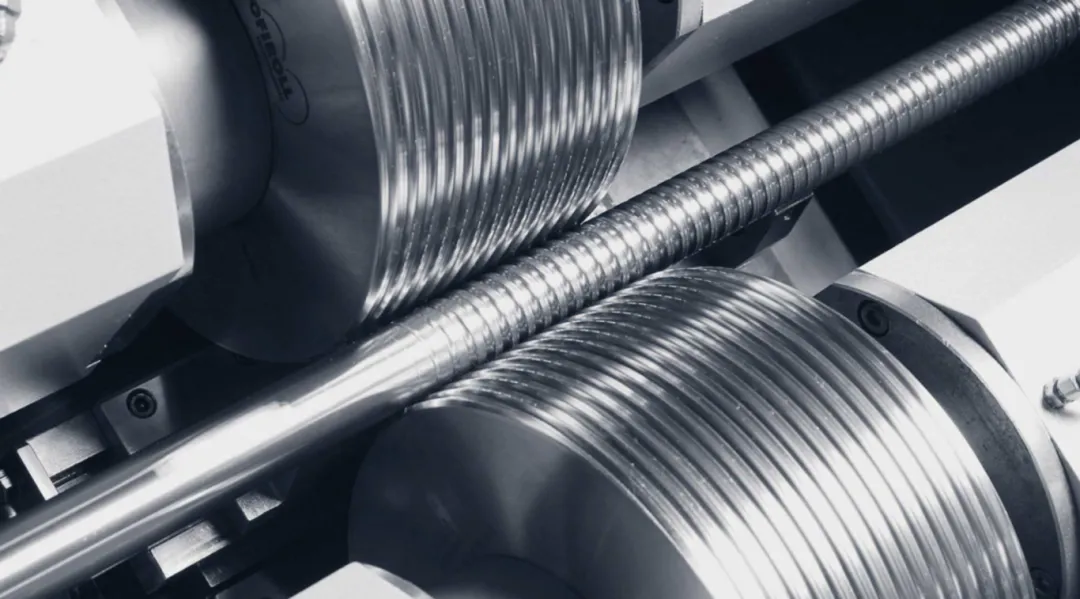
螺纹滚压是一种金属冷成型加工工艺,核心原理是利用淬火硬化的钢制模具,对工件施加压力,通过材料塑性变形成型出标准螺纹轮廓。
和切削、磨削这类通过去除多余材料成型螺纹的工艺不同,螺纹滚压加工全程不切割金属、基本无废料,依靠金属挤压移位成型外螺纹。冷加工的方式可以优化螺纹内部纤维结构,有效提升螺纹的机械强度和抗疲劳性能,是高精度、高品质螺纹加工的优质工艺方案。
二、螺纹滚压的核心加工优势
凭借独特的冷挤压成型原理,螺纹滚压对比传统切削工艺,在性能、效率、成本等多方面具备显著优势:
1. 提升螺纹整体强度
冷挤压加工会让螺纹表层形成均匀压应力,让金属纤维组织更加致密,有效提升螺纹整体结构强度,多数情况下,滚压螺纹成品的承载能力优于切削螺纹工件。
2. 强化抗疲劳性能
加工过程形成的压应力,可抵消工件使用中的拉伸应力,避免螺纹长期受力出现开裂、磨损问题,大幅延长零部件使用寿命。
3. 生产效率大幅提升
该工艺操作流程简便、成型速度快,省去了繁琐的切削工序,非常适合标准化、大批量螺纹工件量产,生产效率普遍优于传统螺纹加工方式。
4. 综合生产成本更低
一方面滚压加工材料损耗极少,原材料利用率极高;另一方面滚压模具使用寿命更长,能有效降低刀具更换和运维成本,大批量生产时的性价比优势十分明显。
5. 螺纹精度一致性高
依托标准化模具挤压成型,螺纹轮廓规整、尺寸偏差小,能够满足多数行业的高精度公差要求,批量生产的成品稳定性更好。
三、螺纹滚压的主流应用行业场景
凭借高强度、高精度、高适配性的特点,螺纹滚压工艺广泛覆盖多个核心制造行业,主要应用场景如下:
1. 农业机械行业
主要用于生产农机设备专用螺母、自攻螺钉、定制紧固件等配件,适配农机户外、高负荷的使用场景。
2. 航空航天行业
专注加工航空航天精密螺纹零部件,满足设备对配件高强度、高稳定性、高精度的严苛要求。
3. 建筑工程行业
批量生产建筑专用螺纹杆、固定螺柱、锚固螺栓、滚压螺钉等紧固件,适配基建工程的承重与固定需求。
4. 石油天然气行业
为油气管道、控制阀门、钻井设备加工专用螺纹配件,适配高温、高压、高腐蚀的复杂工况。
5. 医疗器械行业
加工医疗设备精密紧固件、植入式配件专用螺纹,兼顾精度、耐腐蚀性与生物相容性。
四、螺纹滚压完整加工工艺流程
常规紧固件、螺栓、螺钉的滚压加工,一般搭配冷镦工序进行,在冷镦成型毛坯后开展螺纹滚压作业。加工前需精准核定螺纹直径、内外螺纹结构、螺纹中径、外径、材质及使用场景等核心参数,完整流程分为两大核心步骤,辅以后续精加工:
1. 冷挤压成型
将预处理后的工件放置于滚丝机设备中,送入两组模具之间。设备一组模具固定、一组模具旋转,通过旋转模具持续对工件施加均匀压力,让工件金属塑性变形,逐步挤压成型出完整螺纹轮廓。
2. 后续精加工处理
螺纹滚压成型后,根据产品需求开展后续处理,包含工件清洗、螺纹去毛刺、整体热处理等工序,优化工件表面状态与机械性能,达到成品出厂标准。
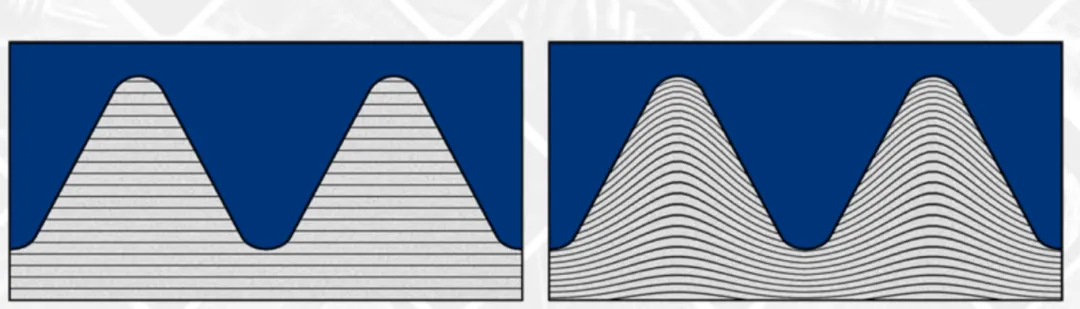
(配图参考:左侧为切削螺纹结构、右侧为滚压螺纹结构对比图)
五、适配螺纹滚压加工的材料品类
螺纹滚压对材质有明确适配要求,工艺更适合韧性较好、硬度适中的金属材料,不适用于铸铁等硬质、脆性大的材料。结合行业应用,主流适配材料分为以下几类:
1. 钢合金材质
碳钢:性价比高、强度适中,综合性能优异,是滚压工艺最常用材质,广泛用于汽车、建筑、通用机械等常规场景。
合金钢:添加铬、钼、镍等合金元素,强度、硬度、耐磨性大幅提升,适配高端设备、高负荷工况的螺纹配件。
2. 不锈钢材质
以304、316等奥氏体不锈钢为主,具备优异的防锈、耐腐蚀性能,多用于食品加工、船舶、医疗等对防腐要求高的领域。
3. 钛及钛合金
材质轻量化、耐腐蚀、生物相容性好,是航空航天、高端医疗器械精密螺纹配件的核心用材。
4. 黄铜、青铜合金
黄铜兼具耐腐蚀性与美观性,多用于装饰类、常规防腐类螺纹配件;青铜强度高、抗磨损,适配海洋、重型工业工况。
5. 铝合金及合金
重量轻、耐腐蚀性能优良,主打轻量化应用场景,常见于航空航天、新能源汽车等领域。
6. 高温特种合金
像Inconel、Hastelloy等特种合金,具备优异的耐高温、耐腐蚀和抗老化性能,大多用于高温、高压等工况恶劣的特殊螺纹加工场景。
实际选材时,大家可结合工件使用环境、所需机械性能、生产成本及加工难度综合考量,以此匹配最合适的加工材料,保证成品使用效果。

六、螺纹滚压与螺纹切削的核心差异
螺纹滚压与螺纹切削是目前最主流的两种螺纹加工工艺,成型原理、成品性能、适用场景差异显著,可根据生产需求灵活选择:
1. 滚压螺钉(螺纹成型式)
采用冷挤压塑性变形原理,无需去除材料,通过挤压金属移位成型螺纹。成品螺纹纤维组织连续完整,强度、抗疲劳表现更好,加工效率高,适配软质金属材料及大批量标准化量产,在通用紧固件生产中应用广泛。
2. 切削螺钉(材料去除式)
依靠刀具切削去除工件多余金属,雕琢出螺纹轮廓。这种加工方式灵活性强,可加工硬质材料及各类异形、非标螺纹,前期工装成本更低,更适合小批量、定制化加工。不足之处在于切削会切断金属纤维,成品强度和耐用性通常不如滚压螺纹。

七、工艺总结与行业价值
作为一款精密、高效的冷成型工艺,螺纹滚压凭借高强度、高精度、低损耗、高效率、高性价比等诸多优势,成为目前机械制造中主流的螺纹加工技术之一。
该工艺结合了精密加工与材料特性优势,可稳定量产性能可靠、使用寿命长的螺纹零部件,适配建筑、航空、医疗、油气、农机等多个行业的加工需求。随着制造工艺不断升级,螺纹滚压依旧是高品质螺纹批量生产的优选工艺,为精密机械加工提供了可靠的技术支撑。