
7
2026.5
作者
27
阅读量
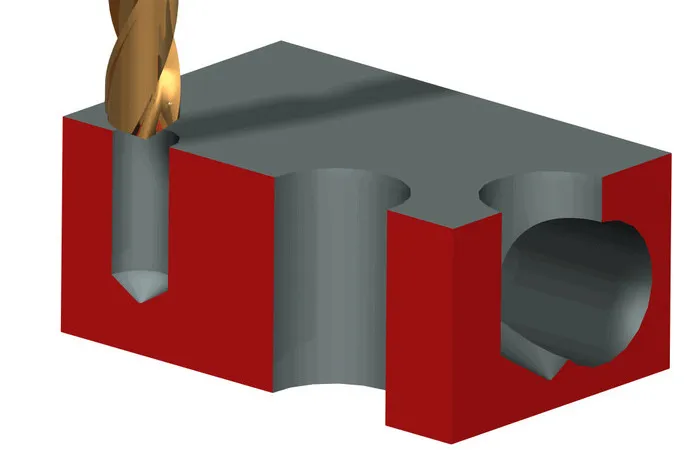
一、什么是盲孔加工?
盲孔,是在工件上通过铣削或钻孔工艺加工而成,仅连接表层与内层、不贯通工件两侧的孔。与普通通孔相比,盲孔加工有明确的深度要求,需保证足够精度,确保孔底在工件预设位置结束,尽量避免过深或过浅的情况。
作为机械加工中的常用元素,盲孔用途广泛,工程师可通过它在部件上设置凹槽、安全连接点,也可用于提升工件的美观度。盲孔加工存在一定难度,加工时需重点关注对齐精度、深度控制以及碎屑堆积等问题,这些因素会直接影响盲孔的最终使用功能。
二、盲孔加工方法
盲孔的加工方法需结合精度要求、工件材质等因素合理选择,从基础的手钻到先进的数控设备,各有其适用场景,具体如下:
1. 手钻加工:适用于精度要求不高的场景,操作时可通过在钻头上缠绕胶带、使用带深度指示器的手钻两种方式控制深度——胶带标记能直观提示钻孔极限,带深度指示器的手钻则可在达到预设深度时,物理阻挡钻头继续深入,减少过钻风险。但手钻手动操作易出现偏差,较难钻出绝对垂直的盲孔。
2. 钻床加工:相较于手钻,钻床是盲孔加工的更优选择之一。钻床可稳定钻出垂直孔,能有效规避手钻的精度缺陷,且自带深度指示器,可为操作人员提供清晰的视觉引导,有利于保证钻孔深度精准,同时钻头底座与钻头轴保持垂直,可进一步提升加工稳定性。
3. 先进数控加工:对于精度要求较高的盲孔,可采用车床、数控铣床或CNC钻床。车床加工时,将钻头置于尾座,通过旋转工件或固定钻头进给的方式,打造高精度盲孔;若需进一步提升精度,可先钻小尺寸孔,再用铰刀精加工。
无论采用哪种方法,加工过程中都建议注意:持续为钻头供应切削液,同时定期缩回钻头清理孔内碎屑。若忽视润滑和碎屑清理,容易导致钻头损坏、卡孔等故障。
三、关键要点
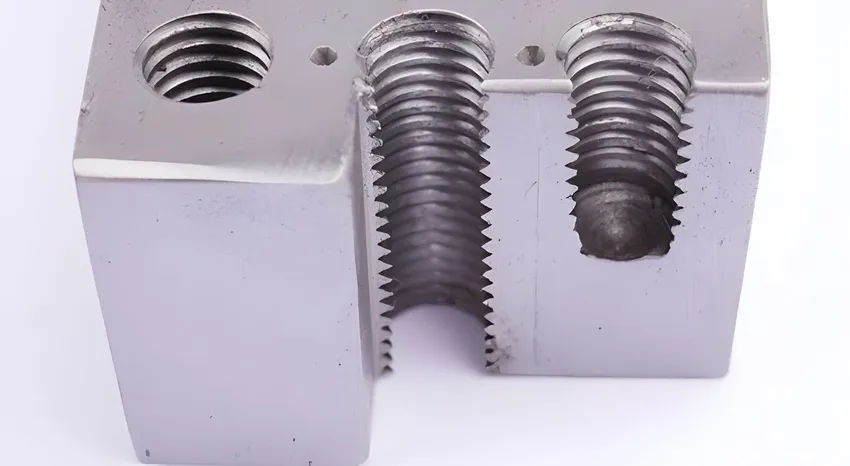
盲孔加工中,深度间隙的控制十分关键——尤其是需要攻丝的盲孔,需预留足够深度,既能保证丝锥正常切削螺纹,也能为紧固件提供充足的螺纹啮合空间,保障最大保持强度。
影响盲孔深度的因素较多,主要包括丝锥类型、材料厚度、凹陷特征预期深度、设计要求及实际应用场景。例如,锥形丝锥因尖端更长、引入线更长,通常需要比螺旋槽丝锥、底部丝锥加工更深的盲孔,才能切削出全深螺纹。
需特别注意:盲孔深度不宜超过工件材料的厚度,否则可能破坏材料完整性,削弱工件结构强度,影响产品整体性能,加工时需严格遵循设计规范,确保深度符合预期用途。
四、拓展知识
机械加工中,不同类型的孔对应不同的应用场景,除了盲孔,以下几种常见孔型也值得了解:
1. 锥形孔:孔径呈渐变趋势,入口较宽,向工件内部逐渐变细,通常贯穿整个材料,主要用于锥形销安装,不适用于紧固件固定。
2. 沉头孔:在标准孔的上方加工一个更大的孔,底部呈平坦状,可防止内六角紧固件突出工件表面,常用于螺栓、螺钉的安装场景。
3. 埋头钻(复合孔):结合了沉头孔与埋头孔的特点,顶部为埋头孔,向下过渡为导向孔,适配内六角沉头螺钉的安装需求。
4. 锪面(锪面孔):多为浅孔或表面沉头孔,核心作用是在紧固件底面与被连接材料之间,打造一个平整的配合表面,保障连接稳定性。
五、易混淆点
实际加工中,不少人会混淆盲孔与通孔,两者的核心差异主要有两点,便于区分:
1. 贯通性:通孔贯穿工件整个厚度,两端均为开口;盲孔仅一端开口,另一端不穿透工件,有明确的深度限制。
2. 加工要求:盲孔需严格控制深度,且需根据芯孔类型选择对应的丝锥;通孔无需控制深度,但需保证孔径均匀、贯穿顺畅。
六、实操重点
盲孔加工中,碎屑清理是易被忽视但至关重要的环节——碎屑堆积可能导致钻头磨损、断裂,还可能影响孔的精度,具体清洁方法如下:
1. 加工过程中清洁:可通过空气气流或高压液体冷却剂,将孔内碎屑及时冲出;若盲孔较深,钻头凹槽难以有效排屑,可配合定期缩回钻头的动作,辅助清理碎屑。
2. 加工后清洁:钻孔完成后,建议再次清洁孔内残留碎屑。可使用手动气枪吹气清理,也可采用专用手持式孔清洁器,将压缩空气吹入孔内的同时,将碎屑吸入封闭容器,避免碎屑残留影响后续使用。

七、工程实操技巧
掌握以下技巧,可有效降低盲孔加工难度,提升加工效率和精度,减少常见故障:
1. 优先选用钻床加工,相较于手钻,钻床能提供更好的操作控制和加工精度,减少偏差。
2. 匹配钻头规格:根据钻床类型和加工材料,选择合适尺寸、类型的钻头,这是钻出干净、精准盲孔的基础。
3. 提前标记深度:钻孔前,用记号笔或胶带在钻头上标出预设深度,减少过钻、通孔钻等错误。
4. 低速启动钻孔:刚开始钻孔时放慢速度,既能保证孔位精准、孔壁干净,也能防止钻头偏离预设路径。
5. 做好润滑防护:加工金属材料时,在钻头上涂抹切削润滑剂,既能提升孔的光洁度,也能防止钻头过热、断裂。
6. 大孔径先钻导向孔:若需加工大直径盲孔,建议先钻一个小尺寸导向孔,辅助控制大钻头的走向,确保孔位垂直、精准。