
6
2026.5
作者
19
阅读量
在机械铣削加工场景中,铣刀是车间使用率极高的核心刀具。不同结构、不同槽数的铣刀,适配的加工材料、工艺场景各有差异。
想要提升车间加工效率,减少堵屑、工件毛刺、刀体震颤、刀具损耗等常见加工问题,结合实际工况挑选合适槽型的铣刀十分有必要。今天我们就详细聊聊铣刀排屑槽的作用、分类以及实用选型思路。

一、什么是铣刀排屑槽?
铣刀排屑槽是开设在切削刃位置的沟槽结构,属于铣刀的关键结构之一。在铣削作业时,排屑槽的结构优劣,会直接影响切屑排出效果,同时对机床进给、工件表面精度、刀具耐用度都有较大影响,是保障铣削加工平稳、保证成品质量的重要结构。
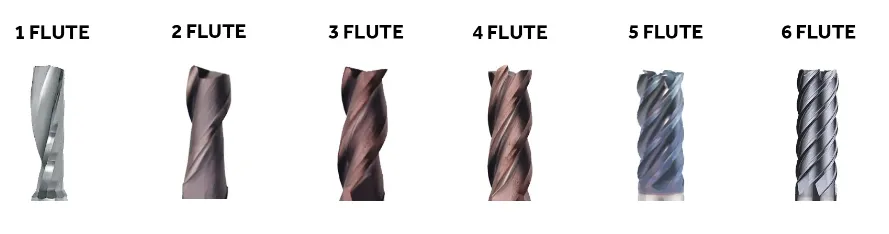
二、不同刃数铣刀槽型及适用场景
1、单刃铣刀
单刃铣刀也常被叫做长槽铣刀,仅有单个排屑槽,多用于铝材等软质材料加工。它的槽体空间充足,能够容纳大量切屑,可以有效改善软材加工时细长切屑堆积、堵刀的情况。
该款刀具加工稳定性较好,普遍适用于铝材加工,可满足工件开槽、精加工等多数常规加工场景。
2、双刃铣刀
双刃铣刀采用双槽结构,通用性出色,是车间常备的基础铣刀。槽型结构均衡,排屑表现稳定,可适配钢材、不锈钢、铝材、塑料等市面上多数常规加工材料。
日常通用铣削、工件开槽、插铣等基础工艺,选用双刃铣刀基本都能达标,综合性价比十分可观。
3、三刃铣刀
三槽结构让铣刀兼顾了排屑性能与刀体刚性,对比双刃铣刀,切削运行更加平稳,有助于提升工件的表面加工质感。
这类铣刀适配铝、黄铜、复合材料等材质,比较适合开口槽、开口袋槽加工以及工件粗加工场景。
4、四刃铣刀
四刃铣刀的多槽结构能够提升刀体整体稳定性,可适配更高的进给参数,加工效率表现较好。适用材质广泛,涵盖钢材、不锈钢、铸铁及各类有色金属。
在侧铣、面铣、工件精加工等对精度和效率有要求的场景中,四刃铣刀是车间比较常用的选择。
5、五刃铣刀
五槽铣刀优化了整体结构,能够有效缓解加工震动问题,有利于提升工件精加工效果。刀具综合性能更强,可用于加工钢材、不锈钢、高温合金(HRSA)等难度较高的材质。
大多应用在工件精细精加工、外轮廓加工、摆线铣、高速精密加工等中高端工艺场景。
6、六刃铣刀
六刃铣刀适配高精度、高效率的加工需求,槽型密集、结构稳定,可提升进给效率,优化工件表面光洁度,多用于钢材、不锈钢等硬质材料加工。
除了精加工、仿形铣、高速铣削工艺外,在两倍径深槽、复杂外形等相对苛刻的加工工况下,也能保持不错的金属去除效率,综合加工性能优异。
三、主流铣刀槽型结构与优势特点
1、多螺旋槽结构
多螺旋槽铣刀可以更好地拆分、排出加工切屑,提升整体排屑效果。刀具与工件啮合均匀,能够减少加工热量堆积、降低刀具磨损,在提升材料去除率的同时,大概率延长刀具使用寿命,适配大部分常规金属加工工况。
2、可变螺旋角槽结构
可变螺旋角槽型铣刀,依靠差异化的槽型结构分散切削力,有效降低铣削噪音和刀体震颤情况。整体加工稳定性、成品精度更佳,比较适合高速加工以及容易产生震刀的特殊材质加工。
3、粗加工专用槽结构
粗加工立铣刀分为粗齿、细齿两类,主打大余量去除加工。刀体结构强度高、耐磨性好,能够适配多数难加工材质与高负荷工况,满足工件粗加工塑形需求。
4、直槽结构
直槽铣刀沟槽与切削刃平行,结构简单,多用于铝材、塑料等软质材料加工。受结构局限,它的排屑能力相对一般,加工部分材质时容易出现堵屑问题,更适合轻度、简易加工工况。

四、总结
铣刀槽型是影响加工质量、加工效率和刀具寿命的关键因素。实际加工生产中,结合工件材质、现场工况、精度要求挑选适配的排屑槽铣刀,能够大幅减少堵屑、震刀、表面瑕疵等常见加工问题。
选对铣刀槽型,能够优化切屑排出效果,提升工件表面光洁度,改善刀具加工稳定性,减少刀具损耗,帮助加工厂降低生产成本,稳定提升铣削作业的成品质量与生产效率。