
5
2026.5
作者
25
阅读量
在机械加工车间日常生产中,切屑的成型状态和排屑顺畅度,是影响加工精度、工件表面光洁度以及生产效率的关键因素。
不少机加工师傅在实操中都会碰到刀具缠屑问题:切屑缠绕在刀具或工件表面,大概率会造成设备加工抖动、尺寸偏移,加快刀具损耗,情况严重时会刮伤工件,导致产品报废,无形中增加车间生产成本。
结合一线加工常见问题,本文整理了车间中最容易出现缠屑的几类加工工艺,搭配对应的解决思路和实操案例,方便各位师傅针对性解决缠屑难题。
一、七大易出现缠屑的机械加工工艺
不同加工工艺的切削逻辑不同,缠屑的成因、症状也存在区别。下面七种加工工艺,在软性金属、塑料及复合材料加工中,比较容易出现缠屑、粘屑故障,也是车间返修率较高的工艺场景。
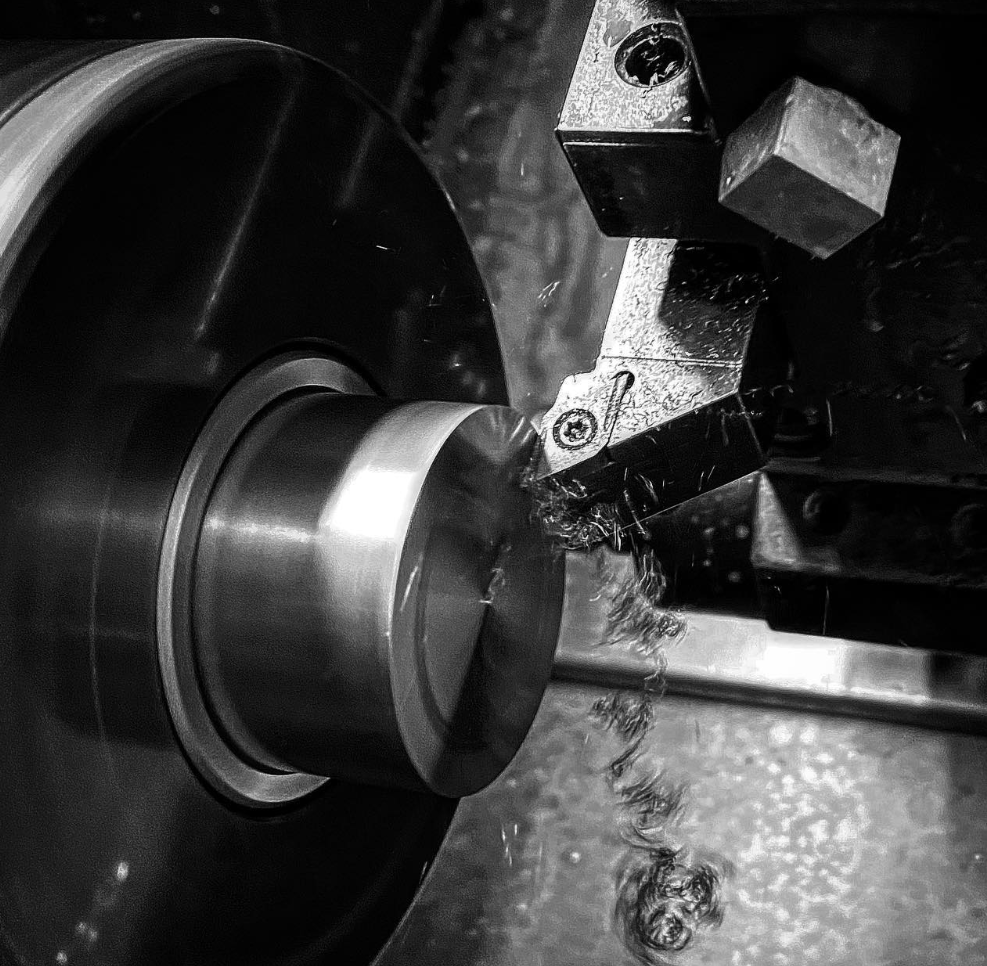
1、车削加工
连续车削作业时,大多会产生长条状切屑。这类切屑韧性较好,很难自行脱落,大概率缠绕在刀具或工件上,干扰连续切削作业,影响加工稳定性。
高发加工材料:软钢、铝合金、铜等软性金属材料
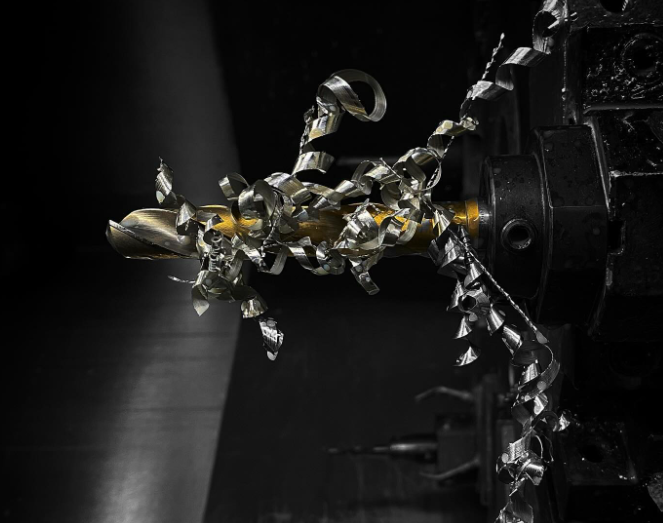
2、钻削加工
尤其是深孔钻削场景,孔内空间密闭狭小,切屑排出通道有限,切屑难以顺利外排,容易堆积缠绕在钻头上,大概率引发堵孔、孔径精度偏差等问题。
高发加工材料:软钢、铝合金、铜等软性金属材料
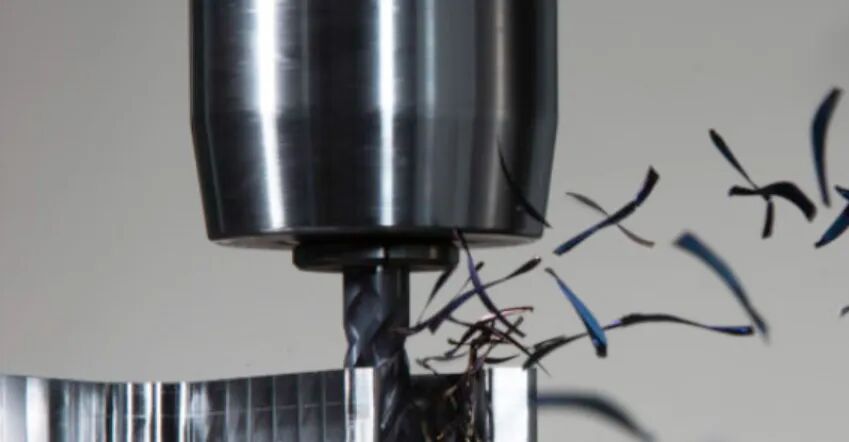
3、铣削加工
侧铣属于铣削工艺里的缠屑高发工序,侧向切削产生的切屑偏细长,容易包裹缠绕在铣刀周边,造成刀具转动卡顿,整体加工稳定性会明显下降。
高发加工材料:铝合金、软钢、铜等软性金属材料
4、镗削加工
深孔镗削作业中,孔腔内部空间狭小,产生的切屑容易堆积滞留,无法及时排出,进而附着、缠绕在镗刀表面,容易划伤工件内壁,产生加工瑕疵。
高发加工材料:铝合金、软钢、铜等软性金属材料
5、攻丝加工
攻丝工艺结构特殊,排屑条件较差,切削产生的切屑容易卡在螺纹槽、缠绕在丝锥上,轻则导致螺纹成型不完整、精度不达标,重则造成丝锥崩断、工件报废。
高发加工材料:铝合金、软钢、铜等软性金属材料
6、塑料与复合材料切削
和金属加工不同,塑料、复合材料切削产生的切屑粘性偏高,一般不会出现长条缠绕的情况,但很容易粘附在刀具刀口与工件表面,大概率产生加工毛刺、表面凹凸不平等缺陷。
高发加工材料:各类热塑性塑料、工业复合板材
7、高速切削加工
高速切削作业转速高、切削摩擦热量大,切削区域温度较高,高温会软化金属切屑,提升切屑粘性,容易出现粘刀、缠刀现象,持续影响后续切削作业质量。
高发加工材料:铝合金、钛合金等高强度轻质材料

二、全方位缠屑解决方法,适配全加工场景
针对各类工艺常见的缠屑、粘屑问题,本文从刀具结构、切削参数、冷却润滑、刀具选型、加工方式等多个维度,整理了车间通用性较强的改善方案,适配大部分常规机加工场景。
1、优化刀具几何参数
刀具几何结构是影响切屑成型和排屑效果的核心因素。适当增大刀具前角,可降低切削阻力,辅助切屑顺畅流出;微调加大后角,能够减少刀具与切屑、工件的摩擦。同时优化刃口圆弧半径,可改善切屑成型状态,多数情况下能有效减少缠屑、粘屑问题。
2、微调优化切削参数
切削速度与进给量,直接影响切屑的长短和成型状态。结合工件材质微调切削速度,可优化切屑形态;适当加大进给量,大多能够缩短切屑长度,减少长条切屑生成,降低刀具缠绕概率。
3、搭配适配切削液与冷却系统
采用高压冷却模式,可依靠冷却液的冲击力带走大部分加工切屑,减少切屑堆积与缠绕;选用润滑性能优异的切削液,能够降低刀具、切屑与工件之间的摩擦,缓解切屑粘附问题,同时对刀具刀口起到一定保护作用。
4、优选刀具材质与防护涂层
相比普通刀具,硬质合金刀具的耐磨性、加工稳定性更好,可减少因刀具磨损、形变引发的缠屑问题。搭配TiN、TiAlN等常用涂层,能够提升刀具表面光滑度,有效缓解切屑粘连情况。
5、选用带断屑槽刀具
配备断屑槽的刀具,可在切屑成型阶段截断长条切屑,让切屑以短小碎屑的形式排出,不易缠绕刀具,也是车间改善长条切屑缠屑问题比较常用、效果较好的方式。
6、调整优化加工策略
针对深孔钻削、深孔镗削等排屑难度较高的工艺,可采用分段加工、定时退刀的方式清理孔内切屑;部分加工场景下,使用反向进刀工艺,能够改变切屑流向,有效改善切屑堆积缠绕的情况。
三、主流加工工艺缠屑实操解决方案
1、车削加工
常见问题:长条切屑持续缠绕刀具、工件,加工表面粗糙。
实操方案:微调优化刀具前后角参数,选用带断屑槽的专用车刀,配合高压冷却液冲刷,可大幅改善长条切屑缠绕问题。
2、钻削加工
常见问题:深孔加工切屑排出受阻,钻头缠屑、堵孔。
实操方案:选用带排屑槽的专业钻头,采用分段退刀的加工方式,搭配高压冷却系统,能够有效清理孔内滞留切屑,减少缠屑堵孔故障。
3、攻丝加工
常见问题:切屑缠绕丝锥,导致螺纹残缺、丝锥断裂。
实操方案:更换排屑型专用丝锥,加注高润滑切削液,小幅调整切削速度与进给量,大多可以优化切屑排出效果,降低丝锥缠屑断裂风险。
四、总结
刀具缠屑属于机加工常见的小故障,但长期忽略不处理,大概率会影响加工精度、产品良率、刀具使用寿命,增加车间不必要的生产损耗。
结合加工材质、工艺特点针对性优化刀具参数、切削参数、冷却方案和加工方式,能够显著改善绝大多数缠屑问题,稳定车间加工质量,帮助企业控制加工成本。