
商城公告
新闻资讯
产品资讯
技术文章
知识库
24
2026.4
作者
20
阅读量
铣刀槽形怎么选?看完这篇,加工效率直接拉满
铣刀的几何形状与出屑槽数量各不相同,适配不同加工场景,结合加工材料、预期加工效果选择合适铣刀至关重要,本文详细解析各类铣刀槽形及适用场景。
一、先搞懂:铣刀上的“槽”,到底有啥用?
铣刀切削刃上的凹槽(即铣刀槽),是铣削加工中的“关键辅助”。它不仅负责及时排出切屑,还直接影响进给速度的快慢和加工表面的光洁度,能有效避免切屑堆积,保障加工过程顺畅高效。
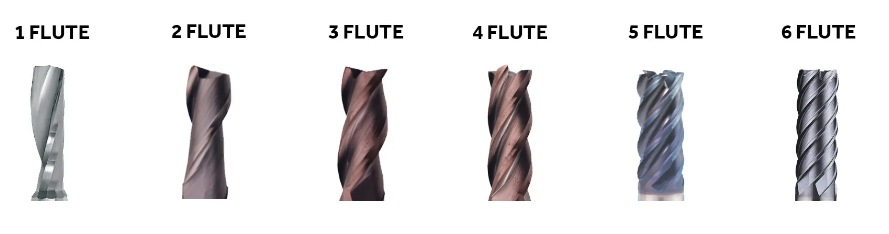
二、按槽数选铣刀:不同槽数,适配不同需求
1. 单刃铣刀(长槽铣刀)
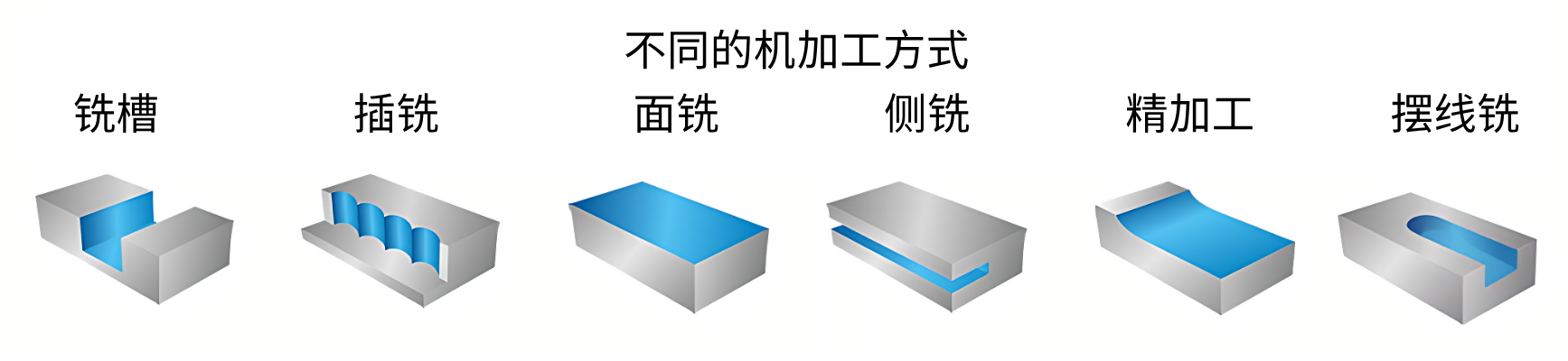
仅有1个槽,专为铝等质地较软的材料设计。单槽带来的更大容屑空间,能轻松处理长屑,避免切屑堵塞,可用于开槽、精加工等多种场景,保障连续加工不中断。
2. 双刃铣刀
双槽设计使其通用性极强,是通用铣削作业的优选。排屑性能优良,适配钢、不锈钢、铝、塑料等多种材料,常用于开槽和插铣,兼顾效率与稳定性。
3. 三刃铣刀
拥有3个槽,完美平衡排屑效果与刀具刚性。相比双刃铣刀,切削过程更平稳顺滑,加工表面光洁度更优,适配铝、黄铜、复合材料,在开口袋槽、开口槽加工及粗加工中表现突出。
4. 四刃铣刀
四槽设计主打高稳定性和高进给速度,是多材料加工的首选。可加工钢、不锈钢、铸铁、有色金属等,广泛应用于侧铣、面铣和精加工,大幅提升加工效率。
5. 五刃铣刀
五槽设计能显著改善加工表面光洁度,同时最大限度减少加工振动。适配钢、不锈钢、HRSA等材料,在精加工、外轮廓加工、摆线铣及高速加工中,能充分发挥性能优势。
6. 六刃铣刀
六槽设计兼顾光洁度与进给速度,适配钢、不锈钢等材料,在精加工、仿形铣、摆线铣和高速加工中表现出色。即便在深槽加工或外形高达两倍径的场景下,也能实现最快的金属去除速度。
三、除了槽数,这些特殊槽型也得了解
1. 多螺旋槽设计
通过多螺旋槽的配合,能高效分解、排出切屑,减少加工过程中产生的热量,提升表面光洁度。其中四刃铣刀凭借高材料去除率和超长刀具寿命,成为多材料切削的首选。
2. 可变螺旋角铣刀槽
沿切削刃采用不同槽形,可有效降低加工过程中的噪音和振动,均匀分布切削力,进而提升刀具稳定性、加工光洁度和刀具寿命,特别适合高速加工及易振动材料的处理。
3. 粗加工立铣刀槽
专为粗加工设计,分为粗齿和细齿两种,能快速去除材料,可应对高难度材料和苛刻加工条件,高效完成粗加工环节。
4. 直槽设计
槽体平行于切削刃,结构简单,适合加工铝、塑料等较软材料。需注意的是,直槽排屑性能并非最优,加工部分材料时可能出现切屑堵塞的情况。
四、总结:选对槽形,加工事半功倍
选对铣刀槽形,是优化铣削操作的核心。在选择时,需结合待加工材料的特性、具体切削条件以及预期的加工效果,才能挑选出最适配的槽形设计。
掌握不同槽形的优势,能帮助你在加工中实现更高效的排屑、更优质的表面光洁度,同时提升刀具稳定性,让每一次铣削都更精准、更高效。
0