
商城公告
新闻资讯
产品资讯
技术文章
知识库
24
2026.4
作者
16
阅读量
加工振动别忽视!成因+影响全解析,帮你减少损耗、提升效率
加工振动是机械加工中的常见隐患,会破坏正常加工流程。本文详解其定义、分类,拆解机床、主轴刀具等常见成因,分析对效率、质量等多方面的影响。
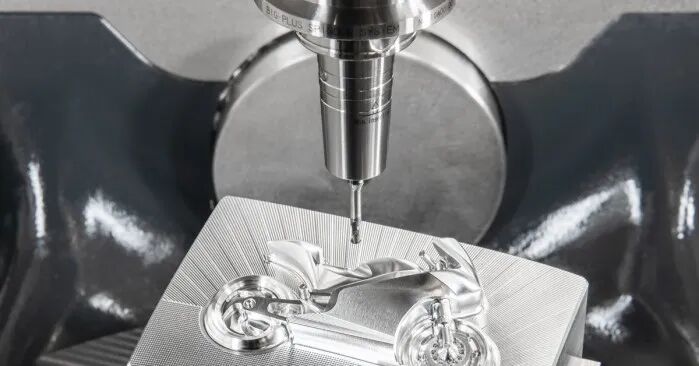
在机械加工过程中,加工振动是极易被忽视却危害极大的不良现象。它会造成切削刀具与工件之间的异常晃动,干扰正常加工节奏,还会引发工件表面粗糙、刀具损耗加快、加工速度下降等一系列问题。今天,我们就全面拆解加工振动,帮大家摸清它的“底细”,更好地规避隐患。
一、读懂加工振动:它到底是什么?
简单来说,加工振动是一种围绕中心点产生的机械振动,在铣削、车削、钻削等各类加工场景中都可能出现。其核心表现为切削刀具与工件之间的周期性相对运动,会打乱预设的加工流程,进而影响加工的进度和最终成果。
根据振动的不同性质,我们可以将其分为两类:一是共振型振动,当加工系统的振动频率与自身固有频率重合时就会发生;二是非共振型振动,多由刀具磨损不均、机械故障等因素引发,振动频率与系统固有频率不匹配。
二、深挖根源:加工振动的3大常见诱因
加工振动的出现并非偶然,主要和机床本身、主轴刀具、工件夹具这三大核心环节密切相关,具体可分为以下三类,看完就能快速排查问题:
1. 机床自身存在不稳定因素
机床本身的不稳定性是振动产生的重要原因,既可能是机床构造设计存在短板,也可能出现在加工过程中的操作环节——比如加工时的快速方向切换、急停急启等动作,都容易引发机床振动。
目前,机床制造商也在不断优化技术来减少振动:不少新型数控机床配备了实时振动传感器,搭配自适应控制软件,能持续监测振动情况并及时调整加工参数;同时,机床的物理设计也在升级,多采用具备天然减振特性的材料,通过优化结构增强刚性,从根源上降低振动风险。
2. 主轴与刀具设置不合理
主轴与刀具的接触状态,直接决定了振动发生的概率——金属与金属之间的接触越牢固、刚性越强,振动的风险就越低。在刀具使用中,一个简单有效的防振技巧的是:装配刀具时,尽量选用直径较大、长度较小的型号,以此最大限度抑制振动。
3. 工件与夹具夹持不到位
工件的安置和夹持质量,会直接影响振动的严重程度。如果夹持力不足、夹具设计不合理,就会形成薄弱的支撑基础,切削过程中产生的自然力,很容易引发工件的异常运动和振荡,这种情况在薄壁零件或支撑结构薄弱的零件加工中,表现得尤为明显。
想要避免这类问题,夹持工件时需遵循两个原则:一是工件尽量靠近机床工作台夹持,增强支撑刚性;二是让切削力指向夹具和机床结构中刚性最强的区域,从源头减少振动诱因。
三、警惕危害:加工振动的4大不利影响
加工振动的危害远不止影响工件表面光洁度,它还会从加工效率、零件质量、刀具寿命、机床健康等多个维度造成损失,每一点都关乎生产效益,一定要重视:
1. 加工效率大幅下降
当振动强度较高时,为了避免振动加剧、保护刀具和工件,操作员不得不降低进给速度,这会直接减慢加工进度。对于注重效率和成本的加工行业来说,进给速度降低就意味着生产周期延长,进而产生不小的机会成本。
2. 零件质量受损,废品率上升
在航空航天、医疗、汽车等对零件精度要求极高的领域,振动的危害尤为突出。它会导致加工零件表面出现不规则波纹或痕迹,无法满足严格的公差和镜面光洁度要求,进而引发高额废品率和加工延误。
即便在精度要求较低的加工场景中,振动也会影响零件质量,间接增加生产成本,冲击工厂的加工底线。尤其是加工昂贵材料或大型工件时,一个报废零件就可能造成数千美元的损失,严重影响生产效益。
3. 刀具磨损加速,易断裂
振动对刀具寿命的负面影响十分明显,会加速切削刃的磨损,且磨损状态难以预测。相关研究表明,加工中产生的切削力和振动,会直接加速刀具磨损,降低刀具的表面质量和使用寿命。
极端情况下,剧烈振动还会导致刀具直接断裂,不仅会损坏加工中的零件、损伤机床,甚至可能威胁到操作员的人身安全。
4. 损害机床健康,增加维护成本
加工振动不仅影响刀具和工件,还会对机床本身造成伤害:轻则增加机床部件的应力,导致部件过早磨损;重则可能引发机床停机,甚至出现灾难性故障,造成巨大经济损失。
此外,振动引发的磨损具有不可预测性,会给机床预测性维护计划的实施带来困难,进一步打乱生产计划,增加成本管理的复杂度。
总结来说,加工振动看似是小问题,却可能引发一系列连锁反应,影响生产效率和经济效益。掌握其成因和影响,提前做好排查和防控,才能有效减少损耗、提升加工质量。
0