
商城公告
新闻资讯
产品资讯
技术文章
知识库
17
2026.4
作者
46
阅读量
螺纹滚压工艺详解(下篇)
拆解螺纹滚压全流程操作要点,介绍多行业应用场景,总结工艺价值与发展趋势,助力实际生产应用。
掌握了螺纹滚压的基础认知、核心优势及适配材料后,更重要的是理解其实际加工过程、应用场景,以及在制造业中的应用价值与发展趋势。螺纹滚压的高效性、高精度,使其在多行业实现广泛应用,而规范的加工过程是保障螺纹质量的关键。本篇将按照“加工过程—应用领域—发展趋势”的逻辑,详细拆解螺纹滚压的实操细节、行业应用案例,以及未来的发展方向,让大家能够将基础认知转化为实际应用能力,全面了解螺纹滚压的产业价值。
一、螺纹滚压的完整过程
螺纹滚压的核心是“冷成型”,但整个过程需经过严格的前置准备、核心成型和后置精加工三个关键步骤,每个步骤都有明确的技术要求,且多数情况下会在冷镦工艺之后进行(冷镦用于成型工件毛坯,滚压用于加工螺纹),具体实操细节如下:
1. 工件准备
工件准备是确保螺纹滚压质量的前提,需重点把控三个核心细节:一是毛坯选择与尺寸控制,需选用符合要求的圆柱形工件毛坯,根据最终螺纹的尺寸,精准控制毛坯的直径、长度和表面粗糙度——毛坯直径需略大于螺纹中径(预留0.1-0.3mm的塑性变形量,具体数值根据材料塑性和螺纹规格调整),长度需预留5-10mm的加工余量,表面粗糙度需控制在Ra1.6以下,去除氧化皮、毛刺和油污,避免影响滚压精度和模具寿命;二是毛坯硬度调整,根据材料特性,将毛坯硬度控制在HRC30以下(碳钢可直接加工,合金钢需经过退火软化处理),确保材料具备良好的塑性,避免滚压时产生裂纹;三是毛坯定位,在滚丝机上安装专用定位装置,确保毛坯在加工过程中不偏移,保证螺纹的同轴度。
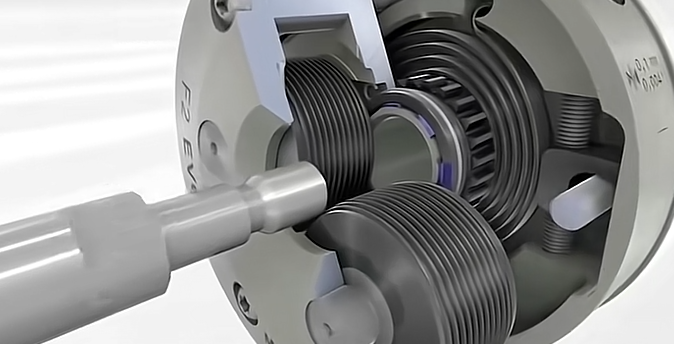
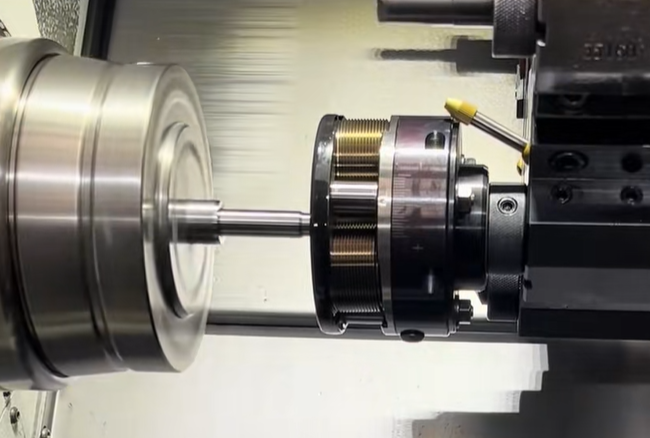
2. 冷成型
冷成型是螺纹滚压的核心步骤,需借助专用滚丝设备(常用两轴滚丝机、三轴滚丝机)完成,具体操作细节如下:将准备好的毛坯送入滚丝机,精准置于一对专用模具之间(通常为两个带螺纹轮廓的滚轮,一个固定,一个匀速旋转,转速控制在500-1500r/min,根据材料和螺纹规格调整);旋转的滚轮对毛坯施加均匀的挤压力(挤压力根据材料塑性和螺纹尺寸调整,通常为100-500MPa),同时缓慢进给,使毛坯表面金属逐渐发生塑性变形,贴合模具的螺纹轮廓,最终形成完整的外螺纹;整个过程中,需实时监控滚轮的转速、挤压力和进给速度,避免出现螺纹牙型不完整、裂纹、乱牙等缺陷,对于塑性较差的材料,可采用分段滚压的方式,降低单次挤压力。
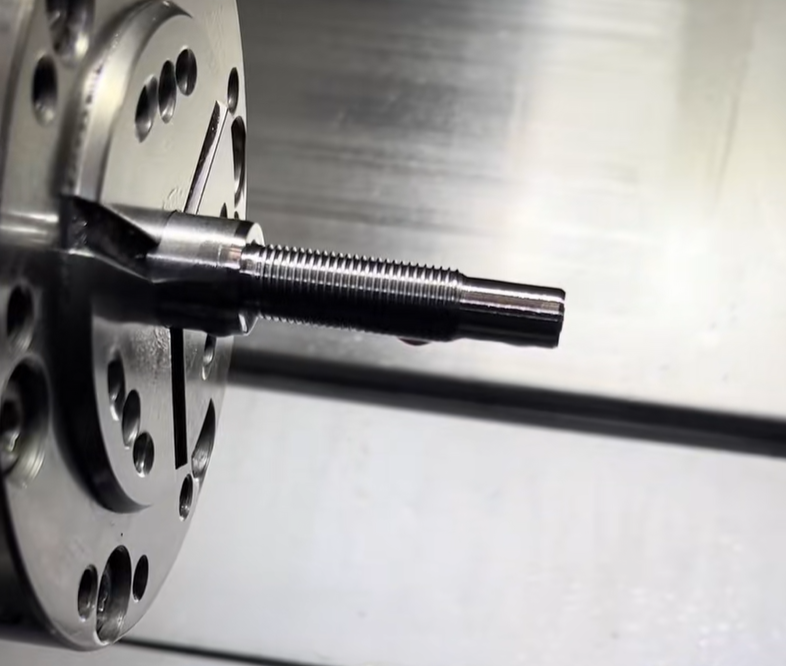
3. 精加工操作
螺纹滚压完成后,需进行一系列后置精加工操作,根据产品要求调整流程,核心步骤包括:一是清洗,采用超声波清洗或化学清洗的方式,去除工件表面的金属碎屑、油污和氧化膜,确保螺纹表面洁净;二是去毛刺,采用专用去毛刺工具,修整螺纹端部的毛刺和飞边,避免使用时划伤装配部件;三是热处理,对于需要提升强度的产品,可进行调质处理(淬火+高温回火),使螺纹硬度达到HRC35-45,进一步提升强度和耐磨性;四是精度检测,采用螺纹千分尺、螺纹量规等工具,检测螺纹的螺距、中径、牙型等参数,确保符合公差要求,不合格产品需进行返工或报废;五是防锈处理,对于碳钢等易生锈材料,可进行镀锌、镀铬等防锈处理,延长产品使用寿命。
二、螺纹滚压的应用领域
凭借高效、优质、经济的优势,螺纹滚压工艺已广泛应用于多个行业,尤其在需要大批量、高精度紧固件的领域,成为核心加工工艺,结合具体行业场景和产品细节,应用情况如下:
1. 农业机械行业
农业机械的工作环境复杂,多处于粉尘、潮湿、振动的场景,对紧固件的强度、耐磨性和可靠性要求较高。螺纹滚压工艺主要用于生产农机具上的螺母、自攻螺钉、拖拉机悬挂部件螺栓、播种机紧固件等,加工的螺纹强度高、抗疲劳性好,能够承受农机作业时的高频振动和载荷,确保设备稳定运行,减少故障发生率。例如,拖拉机悬挂螺栓采用45号钢滚压加工,强度较切削加工提升25%,使用寿命延长30%以上。
2. 航空航天行业
航空航天部件对精度、强度和可靠性的要求极为严苛,螺纹部件作为核心连接件,直接影响设备的安全运行。螺纹滚压工艺用于制造飞机发动机紧固件、机身连接螺杆、机翼固定螺栓、起落架连接件等关键部件,加工的螺纹精度可达IT6级,公差范围控制在±0.01mm以内,且抗疲劳性强,可适应高空、高压、高速的极端工作环境。例如,飞机发动机螺栓采用钛合金滚压加工,既满足轻量化要求,又具备足够的强度和耐腐蚀性,确保发动机长期稳定运行。
3. 建筑行业
建筑工程中,螺纹部件需承受建筑结构的重量、外力和环境侵蚀,对强度和稳定性要求极高。螺纹滚压主要用于生产螺纹杆、高强度锚栓、建筑用滚压螺钉、脚手架紧固件等,尤其是高强度锚栓,通过滚压工艺提升强度,确保建筑结构的稳定性和安全性。例如,高层建筑的地基锚栓采用合金钢滚压加工,能够承受建筑物的自重和地震载荷,避免出现松动、断裂等安全隐患。
4. 石油和天然气行业
石油天然气开采、运输过程中,管道、阀门、钻井设备等部件需承受高压、高温、腐蚀等恶劣环境,螺纹连接件的密封性和强度直接影响开采运输安全。螺纹滚压用于制造这些设备的螺纹连接件,如管道接头、阀门螺栓、钻井设备螺杆等,加工的螺纹密封性好、强度高,可有效防止泄漏,且耐腐蚀性强,能够适应井下、海洋等恶劣环境,保障开采运输安全。
5. 医疗器械行业
医疗器械中的螺纹部件(如骨科植入螺钉、微创手术器械紧固件、医疗器械支架螺纹)不仅要求精度高,还需具备良好的生物相容性和强度,避免对人体造成伤害。螺纹滚压工艺可加工钛合金、316不锈钢等生物相容性材料,且加工过程无材料污染,螺纹精度高、表面光洁,能够满足医疗器械的严苛标准。例如,骨科植入螺钉采用钛合金滚压加工,生物相容性好,强度高,可与人体骨骼紧密结合,减少术后并发症。

螺纹滚压作为一种高效、优质、经济的冷成型螺纹加工工艺,凭借强度高、效率高、成本低、精度高的核心优势,已成为紧固件、精密螺纹部件规模化生产的主流选择,广泛覆盖农业、航空航天、建筑、石油化工、医疗器械等多个行业,为各行业的高质量发展提供了技术支撑。
至此,螺纹滚压工艺的完整内容已全部讲解完毕,上篇聚焦基础认知,下篇侧重实操与应用,形成了从理论到实践的完整体系。螺纹滚压工艺的核心价值在于“高效塑形、优质节能”,其发展与制造业的升级紧密相关,未来将持续适配更多高端、复杂的加工需求,为各行业的技术升级提供支撑。希望通过本文的讲解,能够帮助大家全面掌握螺纹滚压工艺,在实际生产中合理应用,实现降本增效、提升产品品质的目标。
0