
商城公告
新闻资讯
产品资讯
技术文章
知识库
17
2026.4
作者
60
阅读量
螺纹滚压工艺详解(上篇)
简述螺纹滚压的冷成型核心原理、相较于传统工艺的优势,以及各类适配材料及选用原则,夯实工艺基础认知。
在机械加工的螺纹制造领域,螺纹滚压作为一种高效、优质的冷成型工艺,凭借其独特的加工逻辑,区别于传统切削工艺,成为规模化生产中不可或缺的核心技术。要掌握这一工艺,首先需从基础认知入手,明确其工作原理、核心优势,以及适配的材料类型——这三者是理解螺纹滚压、合理应用该工艺的前提。本篇将聚焦这三大核心维度,结合具体技术细节,带大家夯实螺纹滚压的基础认知,为后续深入学习其加工过程与应用场景奠定基础。
一、螺纹滚压
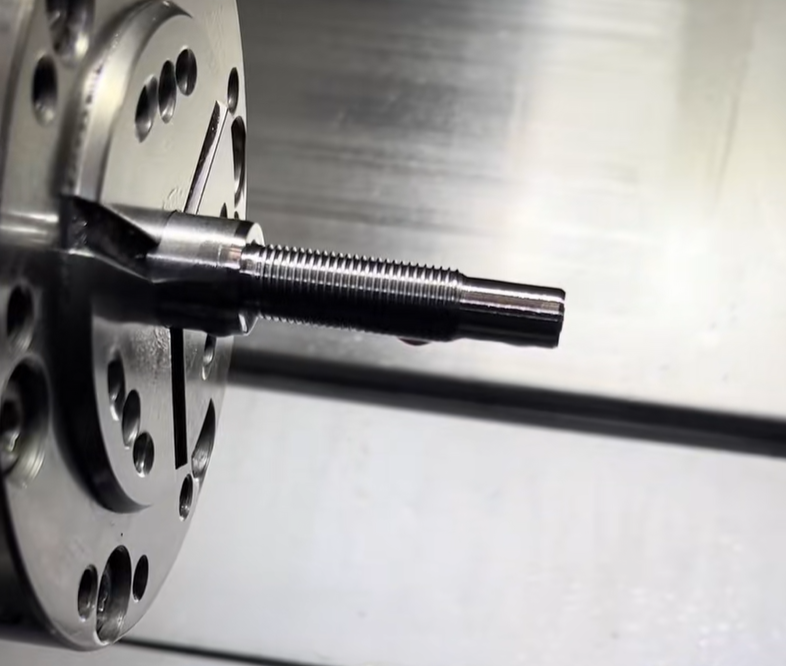
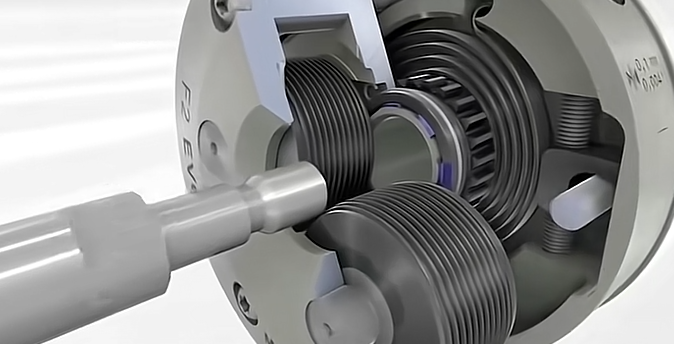
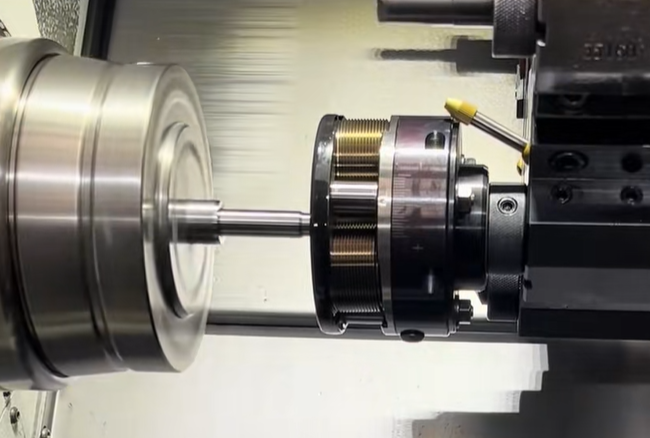
螺纹滚压是一种无切削冷成型工艺,核心原理是利用一对或多对经过精密加工的硬化钢质模具,在室温(或低于材料再结晶温度)环境下,对圆柱形工件毛坯施加均匀且持续的挤压力,使工件材料发生塑性变形,最终形成与模具轮廓完全一致的外螺纹。与切削、磨削等传统“去除多余材料”的加工逻辑不同,螺纹滚压仅通过材料的移位与塑形实现螺纹成型,全程不产生金属屑,属于环保高效的加工方式。
值得重点说明的是,冷加工过程中,螺纹表层金属会因模具挤压发生冷作硬化,表层晶粒被细化,进而大幅提升螺纹的机械性能。同时需注意两个关键细节:一是螺纹滚压主要适用于外螺纹加工,内螺纹滚压需配备专用模具与高精度设备,应用场景相对有限;二是该工艺对工件材料的塑性有明确要求,塑性较差的材料(如铸铁、高硬度淬火钢)难以通过滚压实现成型,易产生裂纹、牙型不完整等缺陷。
二、螺纹滚压的核心优势
相较于传统螺纹切削、磨削工艺,螺纹滚压的优势集中体现在强度、效率、成本、精度四个核心维度,尤其适配大批量、高精度的螺纹生产需求,具体细节如下:
1. 显著提升螺纹强度与抗疲劳性
滚压过程中,螺纹表层金属受到模具的均匀挤压,会在表层形成一层均匀的压缩应力层,这层应力可有效抵消工件工作时承受的拉伸应力,减少螺纹根部的应力集中,从而使螺纹强度较传统切削螺纹提升20%-30%。同时,冷作硬化作用使螺纹表层硬度提升15%-25%,晶粒细化后,螺纹的抗疲劳性能大幅增强,使用寿命可延长30%以上,尤其适合承受反复载荷的紧固件(如汽车底盘螺栓、农机悬挂螺栓)。
2. 生产效率高,适配大批量生产
螺纹滚压属于连续成型工艺,加工速度远高于传统切削加工——单根M10螺栓的螺纹滚压时间仅需2-3秒,而切削加工通常需要30-60秒,效率差距显著。以汽车紧固件规模化生产为例,一套标准两轴滚丝设备每小时可加工3000-5000件螺纹部件,效率较切削工艺提升3-5倍,能够有效满足大规模生产的产能需求,降低单位产品的加工时间成本。
3. 成本经济性突出,降低生产损耗
成本优势主要体现在两个方面:一是模具寿命长,滚压模具采用Cr12MoV等硬化钢制造,经淬火、回火处理后,硬度可达HRC60-62,耐磨性极强,使用寿命可达切削刀具(如丝锥、板牙)的10-20倍,大幅降低刀具更换频率与成本;二是材料利用率高,滚压工艺无金属屑产生,材料利用率接近100%,相较于切削工艺(材料损耗率通常在5%-15%),可显著减少原材料浪费,尤其对于铜、钛等贵金属加工,成本优势更为明显,长期规模化生产可节省大量原材料成本。
4. 螺纹精度高,轮廓一致性好
滚压模具的螺纹轮廓经过精密磨削加工,精度可达IT6级,加工过程中模具与工件的贴合度高,可确保螺纹的螺距、中径、牙型半角等关键参数的一致性,公差范围可稳定控制在±0.01mm以内。这种高精度优势,使其能够满足航空航天、医疗器械等对螺纹精度要求极高的领域需求,无需后续额外精加工即可达到使用标准。
三、适合螺纹滚压的材料
螺纹滚压的核心是材料的塑性变形,因此该工艺更适合塑性良好的金属材料,不适用于铸铁、高碳淬火钢等脆性材料(易在滚压过程中产生裂纹)。材料的选择需结合应用场景的强度要求、耐腐蚀性需求、成本预算等因素综合判断,常见适用材料及细节如下:
1. 钢合金:应用最广泛的基础材料
碳钢(如Q235、45号钢):性价比高、塑性良好,硬度适中(未淬火状态HRC20-25),是螺纹滚压最常用的材料,适用于汽车、建筑、农业等对强度要求适中的领域,可生产普通螺栓、螺母、螺杆等紧固件,加工难度低,成本可控。
合金钢(如40Cr、35CrMo):在碳钢中添加铬、钼、镍等合金元素,强度、硬度和耐磨性显著提升,淬火后硬度可达HRC30-40(需提前软化处理至HRC30以下方可滚压),适用于航空航天、石油化工等需要高性能螺纹部件的领域,可生产高强度螺栓、传动螺杆等。
2. 不锈钢:侧重耐腐蚀性需求
奥氏体不锈钢(如304、316):具备优异的耐腐蚀性和塑性,常温下塑性良好,无需特殊处理即可进行滚压加工,适用于食品加工、船舶、医疗器械等对防锈、防腐蚀要求较高的场景,可生产耐腐蚀紧固件、医疗器械植入物等,加工后表面光洁度高,无需额外防锈处理。
3. 轻质合金:适配轻量化需求
铝及铝合金(如6061、7075):重量轻、塑性好、耐腐蚀,密度仅为钢的1/3,适用于航空航天、汽车等对部件重量敏感的领域,可生产轻量化螺纹连接件(如汽车发动机支架螺栓、飞机内饰螺纹部件),加工时需控制挤压力,避免出现变形过大的问题。
钛及钛合金(如TA2、TC4):轻质、高强度、生物相容性好,密度约为钢的1/2,强度接近合金钢,主要用于航空航天和医疗器械领域,如飞机发动机紧固件、骨科植入螺钉等,加工时需选用专用模具,控制加工温度,避免材料氧化。

4. 铜合金:兼顾装饰与耐腐蚀性
黄铜(铜锌合金,如H62、H65):塑性好、外观美观,表面呈金黄色,适用于对装饰性和耐腐蚀性有一定要求的场景,如家电、五金配件、卫浴设备的螺纹部件,加工后表面光洁,可直接用于装配,无需额外抛光。
青铜(铜锡合金,如QSn6.5-0.1):强度高、耐磨损、耐腐蚀,适用于海洋、重型工业等恶劣环境,可生产船舶用螺纹连接件、重型机械紧固件等,加工时需注意控制模具压力,避免出现牙型缺陷。
5. 高温合金:适配极端环境
如因科镍(Inconel 718)、哈氏合金(Hastelloy C-276)等,具备优异的耐热性和耐腐蚀性,可在600-1000℃的高温环境下稳定工作,适用于高温、高压、强腐蚀的工作环境,如航空发动机、石油化工设备的螺纹部件,加工时需采用高温 resistant模具,控制加工速度和挤压力。
注:材料选择需综合考虑应用环境、机械性能和成本,例如医疗器械优先选择生物相容性好的钛合金、316不锈钢;大批量普通紧固件优先选择碳钢,兼顾成本与性能;高温、腐蚀环境优先选择高温合金或不锈钢。
通过上篇的讲解,我们已全面掌握螺纹滚压的基础原理、核心优势及适配材料,明确了该工艺的核心特点的适用材料范围——以冷成型塑形为核心,兼具高强度、高效率、高性价比的优势,且对材料塑性有明确要求。下篇将在此基础上,深入探讨螺纹滚压的完整加工过程、多行业应用场景,以及其应用价值与发展趋势,帮助大家实现从基础认知到实际应用的全面掌握。
0