
商城公告
新闻资讯
产品资讯
技术文章
知识库
16
2026.4
作者
42
阅读量
丝锥老断?螺纹质量不稳?学会攻丝技术,拿来就能用!
本文详细讲解攻丝加工中丝锥选型、编程核心及常见故障排查方法,帮助新手避开断刀、螺纹质量不稳等问题,快速掌握实用攻丝技巧。
攻丝是机械加工中最基础也最易出问题的工序——丝锥断刀、螺纹粗糙、尺寸不准,稍有疏忽就会导致工件报废,甚至耽误生产进度。
今天就从「丝锥选型→编程核心→问题快查」三大模块,把攻丝技术讲透,新手也能直接上手,再也不用为攻丝头疼!

一、丝锥选型
攻丝加工中,丝锥选型是第一道关口,选对了事半功倍,选错了分分钟断刀。丝锥选型主要看三个要素:材料特性、孔型结构和精度要求。
1. 按材料选涂层
不同材料粘性、硬度不同,对应的丝锥涂层也不一样,选对涂层能大幅延长丝锥寿命,减少断刀风险。
钢件加工:首选TiN涂层(金黄色),硬度约2000HV,耐磨、防粘刀、耐热,适配软钢、碳素钢;高硬度钢材(合金钢、工具钢)选TiCN涂层(紫灰色),硬度高达3000HV,重载加工更耐用。
铝件加工:铝粘性大、易变形,选DLC涂层或不涂层丝锥。DLC涂层摩擦系数极低(0.05-0.15),防粘性能出色,避免积屑瘤;忌用过于活泼的涂层。
不锈钢加工:韧性高、易加工硬化,首选TiAlN涂层(硬度3000-3500HV,耐高温、化学稳定);批量小时可选氧化处理(ST),低速加工(6-8m/min)更稳妥。
2. 按孔型选槽型
槽型选不对,切屑排不出,断刀是必然!记住两个核心原则:
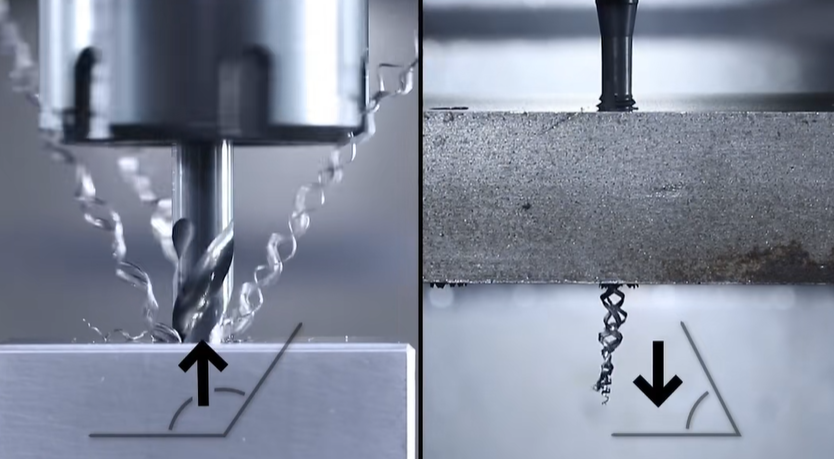
盲孔加工(铁律):必须用螺旋槽丝锥!排屑槽呈螺旋状,切屑向上排出,避免孔内堆积,适配孔深≤3D(D为螺纹公称直径)的盲孔/深孔。
通孔加工:
-
通用款:直槽丝锥,通孔/盲孔都能加工,刃尖强度高、易研磨,适合灰铸铁等短屑材料(排屑性能一般);
-
批量款:螺尖丝锥(先端丝锥),前端刃倾角设计,切屑向前排出、不缠绕,抗折损、切削扭矩小,长径比可达3D-3.5D,适合批量深孔加工。
3. 底孔直径计算(攻丝成败关键)
通用公式:底孔直径≈螺纹大径 - 螺距,需根据材料特性调整,直接套用以下公式,避免出错:
|
材料类型
|
底孔直径公式
|
|
钢件、塑性材料
|
D=d-P(D=底孔直径,d=公称直径,P=螺距)
|
|
铸铁、脆性材料
|
D=d-(1.05~1.1)×P
|
|
不锈钢等高硬度材料
|
D=d-P+0.1~0.3mm
|
|
铝、铜等易切削材料
|
D=d-P+0.05~0.1mm
|
示例:加工M8×1.25螺纹
钢件底孔:8-1.25=6.75mm;铸铁底孔:8-1.1×1.25=6.625mm;不锈钢底孔:6.75+0.2=6.95mm
二、编程核心 —— 抓住同步,程序不出错
攻丝编程不用复杂,核心就一个:主轴旋转与Z轴进给同步。记住刚性攻丝与柔性攻丝的区别,按需选择即可。
1. 刚性攻丝 vs 柔性攻丝
刚性攻丝:主轴旋转与Z轴进给严格同步(主轴每转1圈,Z轴进给1个螺距,即P=F/S),精度高,但对机床精度要求高,不同步易断刀;
柔性攻丝:用浮动刀柄,可自动补偿转速与进给的误差,对机床精度要求低,丝锥寿命长,但精度稍低。
总结:精密加工用刚性,普通加工用柔性,容错性更高。
2. 核心计算公式
-
主轴转速:S=(Vc×1000)/(π×D) (Vc=切削速度,D=丝锥直径)
-
进给速度:F=S×P (P=螺距)
3. 常见材料推荐切削速度(Vc)
|
材料类型
|
推荐切削速度 Vc(m/min)
|
|
铝合金(变形)
|
24
|
|
黄铜
|
18-30
|
|
低碳钢
|
9-15
|
|
中碳钢
|
10.5
|
|
不锈钢300系列
|
3-6
|
|
不锈钢400系列
|
4.5
|
|
钛合金
|
3
|
示例:M8丝锥(直径8mm)加工6061铝合金
主轴转速S=(24×1000)/(3.14×8)=955rpm;进给速度F=955×1.25=1194mm/min
4. Fanuc系统刚性攻丝程序示例
G90 G54 G00 X0 Y0 (绝对坐标,工件坐标系,快速定位)
G43 H1 Z50. (刀具长度补偿)
M29 S800 (激活刚性攻丝模式,主轴转速800rpm)
G95 (每转进给模式)
G84 X0 Y0 Z-15. R5. F1200 (刚性攻丝循环,注意F值=S×P)
G80 (取消固定循环)
G00 Z100.
M5
M30
重点注意:
1. M29是刚性攻丝关键指令,必须在G84之前使用;
2. G95设置每转进给模式,是攻丝必要条件;
3. F值必须=S×P(例:M10×1.5,F=800×1.5=1200mm/min);
4. 不同系统指令有差异,部分系统G84自带刚性攻丝功能。
三、问题快查
攻丝时遇到断刀、螺纹粗糙等问题,不用慌,按「问题现象→主要原因→解决步骤」对照排查,快速解决,减少损失。
问题一:丝锥早期断裂
主要原因:底孔过小、排屑不畅、切削速度过高、主轴与底孔不同轴、材料有硬点/气孔。
解决步骤:
-
检查底孔:用螺纹极限量规检测,确保符合标准;
-
改善排屑:盲孔用螺旋槽丝锥,增加退刀排屑次数,提高切削液压力;
-
降低参数:难加工材料(不锈钢、钛合金)切削速度降30-50%,深孔再降20-30%;
-
检查同轴度:主轴与工件垂直度误差≤0.05mm,用高精度刀柄;
-
检查材料:确认材料硬度均匀,发现硬点及时换刀/调参数。
问题二:螺纹表面粗糙
主要原因:丝锥刃口磨损/崩刃、切削液不当/不足、排屑不畅、积屑瘤、进给量不稳。
解决步骤:
-
检查丝锥:定期检查刃口,磨损/崩刃立即更换,选用优质丝锥;
-
优化切削液:钢件用极压切削液,铝件用专用切削液,增加流量和压力;
-
改善排屑:增加退刀排屑动作,选合适槽型,必要时用内冷刀具;
-
控制积屑瘤:降低切削速度,用润滑性好的切削液,定期清理丝锥;
-
稳定进给:检查机床进给精度,确保程序进给量设置正确。
问题三:螺纹尺寸不准
主要原因:丝锥精度选错、攻丝深度不当、刀具磨损、材料回弹、温度变形。
解决步骤:
-
选对丝锥精度:精密螺纹用4H级,一般连接用6H级,电镀螺纹选加大尺寸;
-
精确控深:攻丝深度=螺纹有效深度+0.7D,检查Z轴设置,用深度规验证;
-
监控刀具磨损:建立寿命管理,定期检测螺纹尺寸,及时换刀;
-
考虑材料回弹:不锈钢攻丝后回弹,可适当增加攻丝深度,或用挤压丝锥;
-
控制温度:充分冷却,避免连续加工过热,必要时增加冷却时间。
其实攻丝不难,核心就3点:选对刀、编好程、勤排故。
它看似简单,却需要综合考虑材料、刀具、程序、机床等因素,新手不用急于求成,尤其是加工不锈钢、钛合金等难加工材料,宁可慢一点,也不要贪快,避免断刀报废。
最后想问大家:你在攻丝加工中遇到过什么难题?或者有什么独家成功经验想要分享?欢迎在评论区留言,大家一起交流学习,少走弯路!
0