
14
2026.4
作者
86
阅读量
在机械制造加工过程中,许多零部件需要在工件上加工出不同尺寸的内孔,镗削加工便是实现这一需求的关键工艺之一。它可对工件上已有的预制孔进行修整,适配多种材料,且能精准实现严格的公差要求,是精密孔加工的核心方式。
下面,我们从定义、操作、优势、优化及工艺对比等方面,全面拆解镗削加工的核心知识。

一、镗削加工的核心定义
当加工场景对孔径精度、表面处理要求较高时,镗削加工的优势尤为明显。特别是在加工大尺寸孔时,相较于钻孔等传统工艺,镗削能提供更高的尺寸精度和形位公差控制能力。
二、镗削加工的基本操作流程
镗削加工可在车床、镗床等多种设备上完成,不同设备的操作方式虽有差异,但核心需完成三项基本操作:一是将孔扩大至指定尺寸并保证表面光洁度;二是加工与外圆同心的内孔;三是校正原有孔的偏差,修复铸造产生的孔位缺陷。
具体操作步骤如下:首先,根据目标孔径选择适配的镗刀;其次,将工件牢固装夹在设备上,把镗刀安装至刀架并与预制孔精准对齐;随后,根据工件材料和孔的规格,设定主轴转速、进给速率及切削深度等参数,启动设备开始加工。
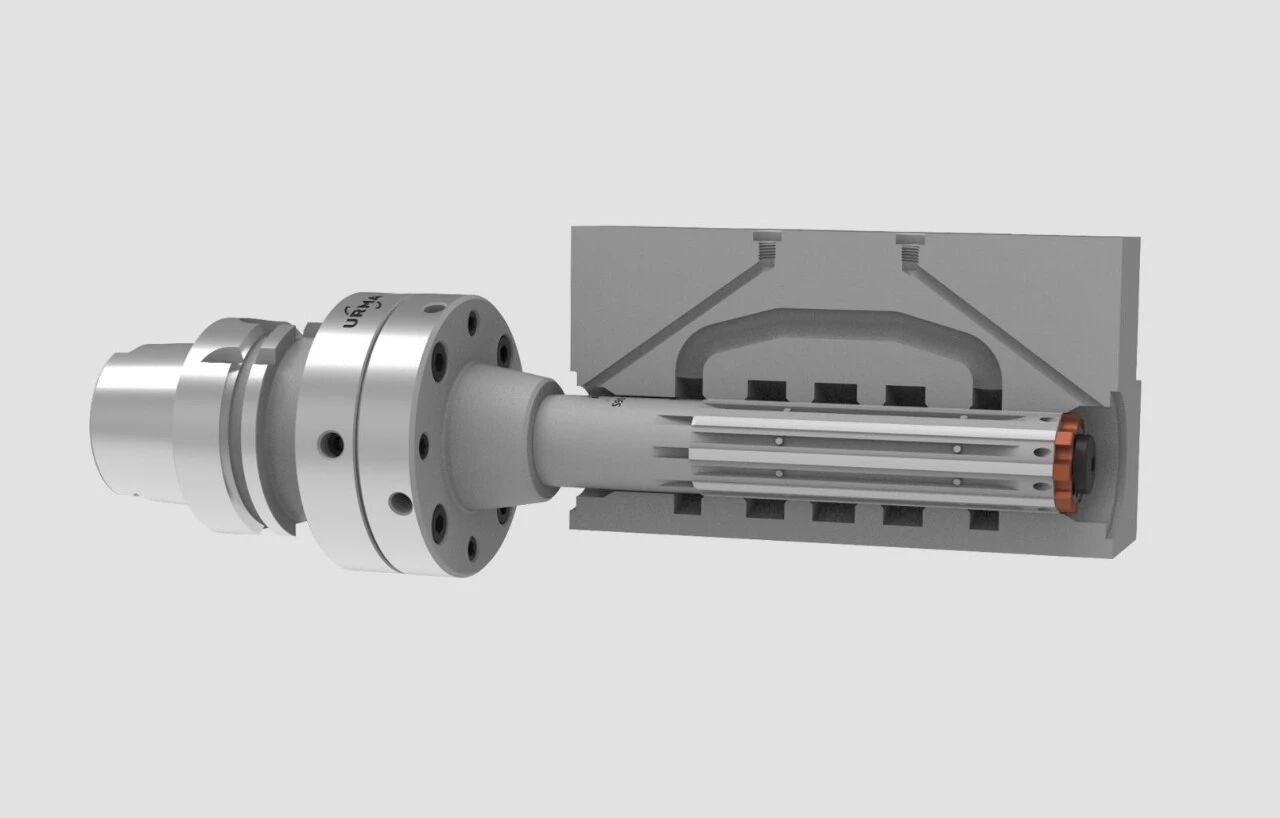
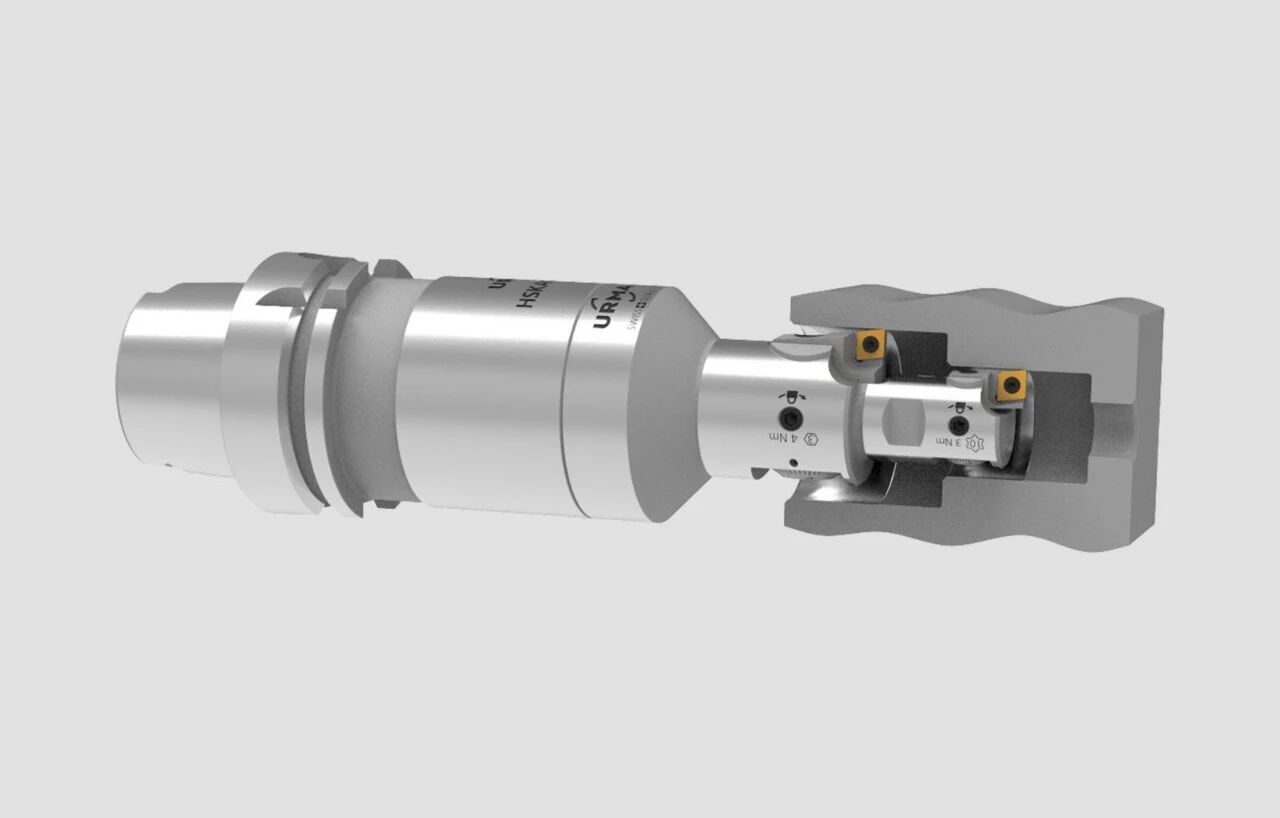
若使用车床加工,镗杆伸入现有孔内,工件旋转、切削刀片固定,对孔内壁进行切削扩孔;若使用铣床加工,工件保持静止,镗杆旋转完成扩孔作业。无论采用哪种设备,核心原理均是通过镗刀与工件的相对运动,将孔加工至符合要求的尺寸和表面质量。汽车工业中发动机气缸、缸体的加工,是镗削工艺最典型的应用场景。

三、镗削加工的五大核心优势
1. 精度优势突出
镗削加工时,切削刀具可与孔的中心线精准对齐,相较于钻孔等依赖孔位整体定位的工艺,能显著提升加工精度。搭配数控系统后,可最大限度减少人为误差,确保零件加工的一致性。
2. 加工高效快捷
镗削属于高效制孔工艺,能快速完成孔的扩孔与精修,有效缩短生产周期、加快产品上市速度,为企业提升市场竞争力提供支撑。
3. 表面质量优异
镗削可加工出表面光洁度极高的内孔,对于表面质量要求不可妥协的精密加工场景,精镗工艺是首选方案,能有效满足高端零部件的加工需求。
4. 加工灵活性强
镗削加工可采用水平或垂直两种设置,适配不同类型的加工设备;同时,单把镗刀可适配多种直径的孔加工,适用范围广泛,能满足多样化加工需求。
5. 适配数控自动化
镗削加工可与CNC数控技术完美兼容,由计算机系统控制镗刀执行精密加工任务,减少人工干预,降低人为错误风险,同时节约劳动力成本,保障生产流程的稳定性。
四、镗削加工优化实用技巧
想要实现更高质量的镗削加工,可参考以下三点优化技巧,提升加工效率与产品合格率:
1. 合理选配镗刀
不同加工场景对应不同类型的镗刀,正确选型是保证孔径精度、提升加工效率的基础。若选用不当,易导致加工精度下降、效率降低,增加生产成本。
2. 选用优质切削液
镗削过程中会产生大量切削热和摩擦,优质的冷却液或润滑剂可有效控制刀具温度,改善孔的表面光洁度,同时延长刀具使用寿命,降低耗材成本。
3. 优化切削参数
切削参数的合理性直接影响加工质量与效率,需根据工件材料、孔的规格等因素,精准设定主轴转速、进给量和切削深度,提前校验参数,最大限度减少加工缺陷。
五、镗削与同类孔加工工艺对比
1. 镗削 vs 钻孔
钻孔是利用钻头直接开设新孔的工艺,多用于小尺寸孔加工;镗削则是在现有孔基础上进行扩孔和精修,侧重提升孔的精度与表面质量,更适合大尺寸、高精度孔的加工。二者各有优劣,需根据加工需求选择。
2. 镗削 vs 车削
二者均属于减材制造工艺,但加工方向不同:镗削从孔的内部去除材料,采用单点切削刀具扩孔;车削从工件外部去除材料,使用固定非旋转切削刀具,且去除的材料余量通常较少。两种工艺均可在车床上完成,适配不同加工需求。
3. 镗削 vs 铰孔
二者均用于现有孔的加工,但侧重点不同:铰孔仅去除微量材料,核心作用是提升孔的表面光洁度;镗削可去除更多材料,既能扩大孔径,也能修正孔的精度,加工余量和适用范围更广。