
商城公告
新闻资讯
产品资讯
技术文章
知识库
13
2026.4
作者
34
阅读量
干货解析|深孔钻加工不为人知的细节,看完才算真懂
本文详解深孔钻加工的定义、起源、主流类型、核心优势、工业应用及加工注意事项,全面拆解深孔钻加工核心知识,助力从业者精准掌握相关技能。
在机械加工领域,深孔钻加工是一项应用广泛且技术门槛较高的工艺,很多从业者看似熟悉,却未必能吃透其核心细节。所谓深孔加工,通常指孔径比超过7倍径的孔加工方式(非标准定义),其核心特征是孔的深度与直径比率不低于7:1,可适配铝、钢、钛合金、铸铁等多种数控加工材料,应用场景覆盖多个行业。
深孔钻削技术最早起源于直枪的高精度钻孔需求,当时其深度与直径的比率可达到惊人的100:1。随着工业技术的不断迭代,这项技术逐渐突破原有应用边界,延伸到多个领域,成为现代制造业中不可或缺的关键加工工艺。
如今,深孔钻削技术已广泛应用于汽车零件制造(如凸轮轴、曲轴、燃油轨、燃油喷射器体)、注塑成型低孔加工、航空航天零件加工(如起落架)、石油天然气领域零部件制造,以及通用工程部件(如液压缸)等诸多场景,为各行业的高质量生产提供支撑。

一、深孔钻削的三大主流类型
1. 枪钻工艺
枪钻工艺采用配备薄切削刀具的设备进行钻孔,最大优势是钻孔精度高、孔壁更平直,其出现彻底改变了传统钻孔行业的精度瓶颈,相较于传统钻头,枪钻的精度提升更为显著。
枪钻的结构由直槽切削刃和单个内部冷却液孔组成,加工时可通过内孔输送加压冷却液,同时借助柄内的单槽完成切屑排出,实现钻孔与材料去除同步进行,大幅提升加工效率。
实际加工中,可根据孔的深度与直径比率,选用标准CNC枪钻机执行深孔操作;若对精度要求更高,可搭配专用工具,而专业深孔钻孔系统可实现高达400:1的深度直径比,满足极端精度需求。
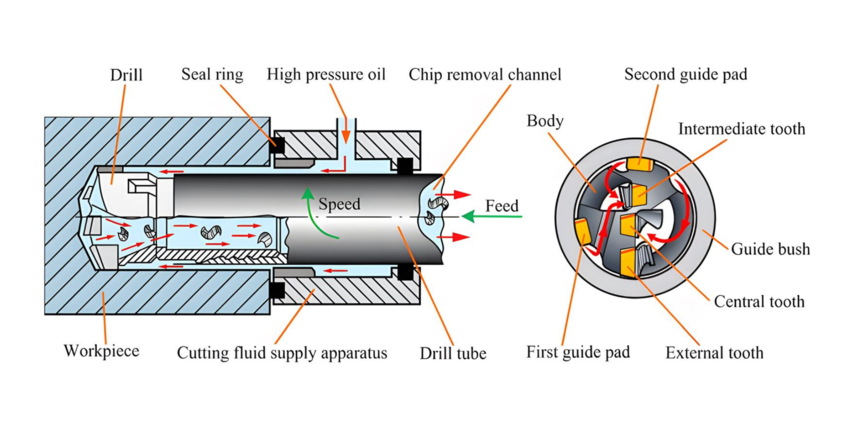
2. BTA喷吸钻
BTA钻孔工艺诞生于20世纪40年代,其核心原理是将特殊空心工具插入孔中,加工过程中向钻孔工具外部的孔内推入加压冷却液,再通过钻头内部的孔将切屑排出,实现冷却与排屑同步。
BTA工具(又称单管系统)由空心钻管和螺纹可转位刀头组成,钻管尺寸需根据钻孔直径和深度灵活选择,其直径范围为20-200mm,最大钻孔深度可达400毫米,适配中大型深孔加工需求。
作为BTA钻井系统的变体,喷射钻(双管系统)更适用于加工中心和传统机床,可实现约100倍钻径的钻孔深度。与标准BTA工艺不同,喷射钻无密封件,无法防止切削液从工件上流出,因此更适合斜孔或不连续部件的加工。
喷射钻加工时,需通过内管与钻杆之间的环形空间输送金属加工液,流体从钻头侧面流出,对钻头进行冷却润滑后,将切屑推入内钻杆的内部空腔排出;若在较细的管环喷嘴中引入部分流体,可进一步提升排屑效率。
3. 加长麻花钻
加长麻花钻是专为深孔或难到达部位钻孔设计的切削工具,与标准麻花钻相比,其钻体长度显著增加,通常为钻径的5-30倍,可轻松应对深孔及隐蔽部位的加工需求。
为提升耐用性和切削性能,加长麻花钻多采用高速钢、含钴高速钢等高性能材料制造,部分产品还会采用涂层技术,进一步增强刀具耐磨性,延长使用寿命,适配多种复杂材料的加工。

二、深孔钻加工的两大核心优势
1. 精度与准确度突出
深孔钻削操作以自动化控制为主,可精准控制钻孔的深度与直径比率,能够满足航空航天、国防等对尺寸精度要求极高的行业需求,是获得高精度孔加工的理想工艺。
2. 表面光洁度更优异
相较于传统麻花钻钻孔,深孔钻削工艺无需额外打磨,即可获得更优良的表面光洁度。其核心原因在于深孔钻加工配备专用工具和设备,可实现高压冷却液流动和高效排屑,从源头保证孔壁质量。
优良的表面光洁度可有效降低运动部件的摩擦和磨损,延长零部件使用寿命,确保设备长期稳定运行。

三、深孔钻在现代工业中的核心价值
1. 航空航天与国防领域
航空航天领域对零部件的公差和精度要求极为严苛,深孔钻削技术可实现起落架、涡轮叶片等关键部件的高精度钻孔,确保零部件性能达标且重量可控;在国防领域,深孔钻可在枪管上钻出精度高、表面光洁度好的孔,保障武器装备的可靠性。
2. 汽车制造领域
汽车零部件加工中,深孔钻的应用十分广泛。例如,发动机燃油喷射器需要小而精准的深孔,以实现燃油高效喷射;曲轴、气缸体等核心部件也需通过深孔钻加工,确保其正常运转。此外,工程车辆(如推土机、叉车、挖掘机)的液压缸加工,也离不开深孔钻技术,其精准钻孔可保证液压缸无缝运动。
3. 石油和天然气勘探领域
深孔钻削技术为石油和天然气开采提供了重要支撑,可在长工件上实现高达20:1的深度直径比钻孔,且不会影响工件壁厚和圆度精度,能够满足石油天然气领域零部件的特殊加工需求。

四、深孔钻加工的关键要点与注意事项
深孔钻加工难度较高,需严格把控以下要点,才能确保加工质量和效率,避免刀具损坏和工件报废:
1. 选用适配的钻头类型
根据钻孔孔径、深度以及工件材料的特性,合理选择深孔钻的类型和规格,确保钻头与加工需求匹配,从源头保障加工精度。
2. 科学设置切削参数
结合具体加工条件,精准设定切削速度、进给速度和切削深度,避免参数不合理导致加工精度不足、表面质量变差,同时保护刀具不受损坏。
3. 配备高效冷却排屑系统
加工过程中,需确保切削区域得到充分冷却和润滑,同时及时排出切屑,防止切屑堵塞钻孔,避免刀具磨损、断裂以及工件表面划伤。
4. 定期检查维护刀具
定期检查钻头的磨损情况,发现磨损严重时及时更换或修磨,确保刀具始终保持良好的切削性能,保障加工质量稳定。
5. 确保工件夹紧稳定
加工前需将工件牢固夹紧,防止加工过程中出现振动、位移等情况,避免影响钻孔精度,同时减少安全隐患。
深孔钻加工是一项兼具专业性和实用性的工艺,其应用范围覆盖多个关键工业领域,对现代制造业的高质量发展具有重要意义。掌握深孔钻的类型、优势、应用及操作要点,能够帮助从业者更好地运用这项技术,提升加工效率和产品质量。收藏本文,轻松搞定深孔钻加工相关难题!
0