
商城公告
新闻资讯
产品资讯
技术文章
知识库
16
2026.3
作者
80
阅读量
铝合金螺纹孔加工用螺纹铣刀的润滑禁忌
铝合金加工易粘刀,大直径螺纹孔加工首选螺纹铣刀,可通过编程实现同螺距不同直径加工。螺纹铣刀分带内冷却与不带内冷却,选型需结合工件、刀具参数等因素,重点关注润滑冷却及排屑,避免积屑瘤和铝屑损伤螺纹,其润滑应用有明确禁忌需遵循。
铝合金材料具有低硬度、低密度、高强度及线膨胀系数大等特点,加工粘度大,加工过程中易粘刀。对于较大直径螺纹孔的加工,铣加工螺纹为低成本刀具减材孔的首选加工工艺。可通过机床编程的方式,实现一刀加工相同螺距不同直径的螺纹孔。下图所示为压铸铝合金汽车滤清器座,螺纹铣刀非常适合加工其口部螺纹。

压铸铝合金汽车滤清器座
在工件加工中,螺纹铣刀的刀具形式有整体带内冷却螺纹铣刀和不带内冷却螺纹铣刀。可根据所需加工的工件螺纹孔的大小,参照刀具供应商提供的刀具手册具体选型。通常需考虑的主要因素有工件螺纹结构、刀片槽型、刀片材质、切削液压力和容量、切削参数,以及加工机床和工装夹具等因素。选择不同的螺纹铣刀结构,优先考虑刀具切削的润滑冷却条件及加工过程中铝屑从加工部位的排出,防止刀具产生的积屑瘤对加工表面作用产生不良影响,以及加工铝屑对已加工螺纹表面的挤压破坏。
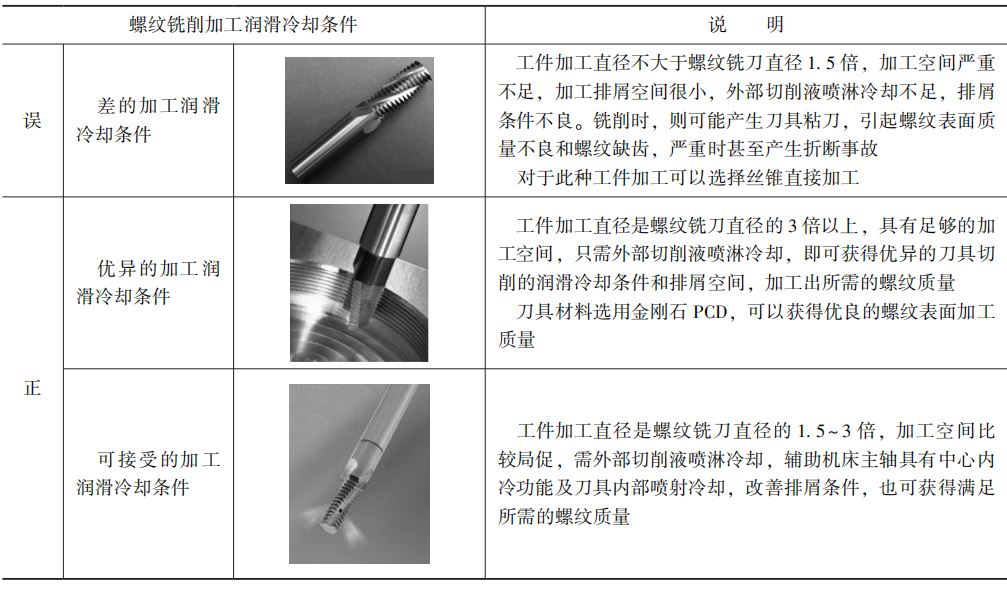
用户选择螺纹铣刀加工工件上的螺纹孔时,需注意螺纹铣刀润滑方面的应用禁忌,具体见下表。
铝合金螺纹孔加工用螺纹铣刀的润滑禁忌
0