
9
2026.3
作者
12
阅读量
本文计划通过刀具角度参考系,定义刀具角度,并介绍刀具角度对于切削性能的影响。

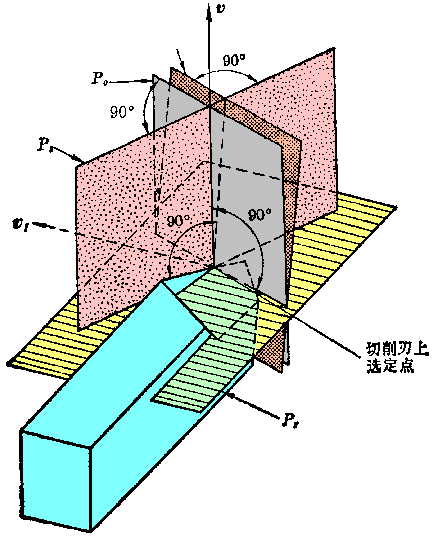
基面Pt
通过切削刃选定点垂直于合成切削速度方向的平面。在刀具静止参考系中,它垂直于假定的主运动方向。
主切削平面Ps
与主切削刃相切并垂直于基面的平面。
它是由切削速度与切削刃切线组成的平面。
副切削平面
与副切削刃相切并垂直于基面的平面。
主平面Po
垂直于基面及主切削平面。
法平面Pn
通过切削刃选定点并垂直于切削刃的平面。
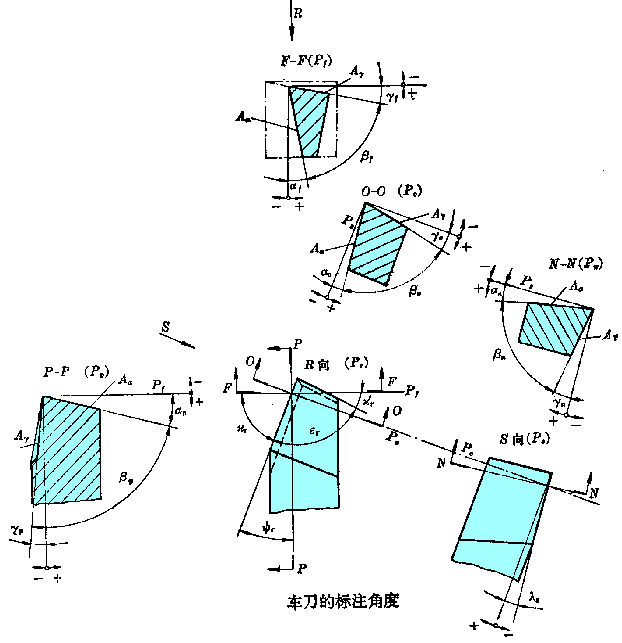
常用刀具角度
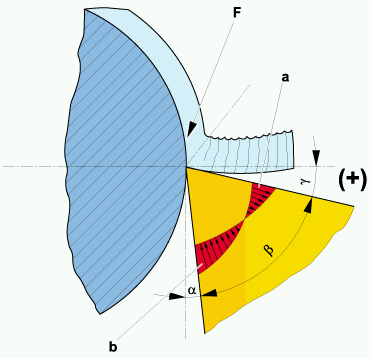
前角γ:前面与基面间的夹角(主平面内)。
后角α:后面与切削平面间的夹角。
楔角β:前面与后面间的夹角。
主偏角χγ:主切削平面与假定工作平面间的夹角,在基面中测量。
副偏角c’r:副切削平面与假定工作平面间的夹角,在基面中测量。
刀尖角ε:主切削平面与副切削平面间的夹角,在基面中测量。
刃倾角λ:主切削刃与基面间的夹角,在主切削平面中测量。

大前角的优点
切削力小、切削热小、能抑制积屑瘤。
大前角的缺点
刀头强度低、散热体积小、弯曲应力,易造成崩刃、不易断屑。
应用案例
《清洁度问题专题、通孔钻削时的“短孔群”》
后角也是刀具上主要的几何参数之一,它的数值合理与否直接影响加工表面的质量、刀具耐用度和生产率。
后角的主要功用是减小后刀面与加工表面之间的摩擦。
大后角的优点
减少磨擦,提高加工表面质量,钝圆半径值小,切削刃锋利,VB相同时磨损体积大,提高刀具耐用。
大后角的缺点
相同磨损体积时NB大,精加工不宜采用,刀头强度低和散热体积小。
应用案例

不论是主偏角、副偏角、过渡刃偏角或其他切削刃的偏角,它们的共同功用是使刀具的各条切削刃有合理的分工、联结与配合,保证合理的刃形和切削图形,同时保证刀尖部位具有一定的强度和散热体积、选择合理的主偏角、副偏角和其他切削刃偏角,可以提高加工表面质量,提高刀具耐用度和生产率。
如下图所示,在切削深度ap和进给量f不变的情况下,增大主偏角使刀具与工件接触线变长,减少了单位面积上切削载荷。

图/主偏角的作用
主偏角大的优点
减少吃刀抗力,减小工艺系统的弹性变形和振动,易于断屑,孔加工时有利于切屑沿轴向顺利排出。
主偏角大的缺点
表面粗糙度差,切削负荷集中,容易磨损,进给抗力大,刀头强度低,散热体积小。
应用案例