4
2026.3
作者
52
阅读量
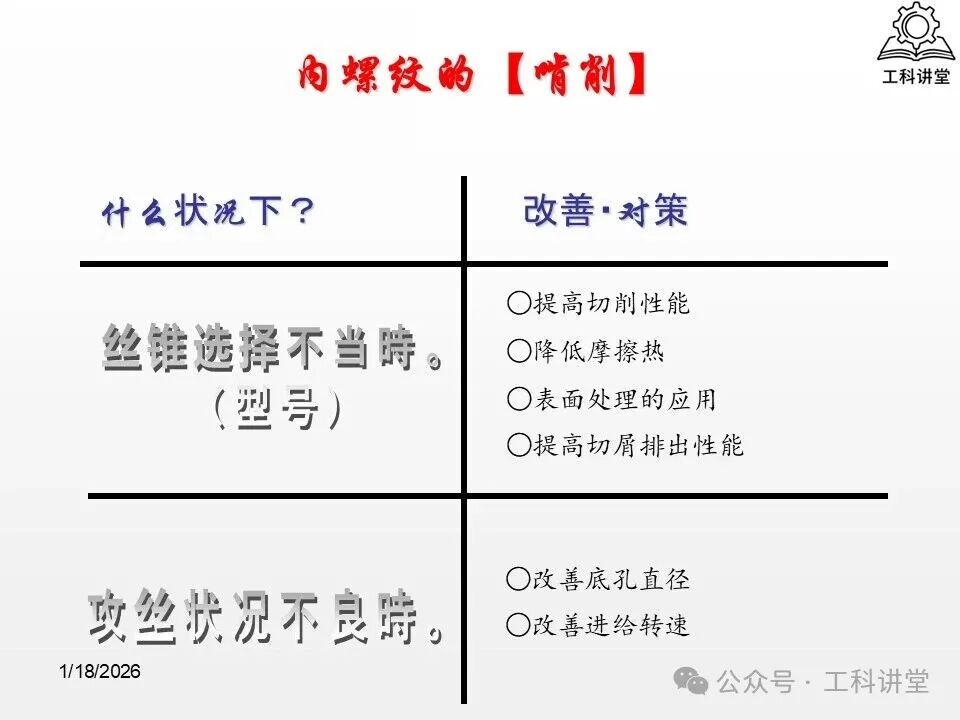
在机械加工领域,丝锥是螺纹加工的核心工具,其选型与使用直接决定螺纹精度、加工效率及工具寿命。不少从业者因对丝锥类别、表面处理及实操要点掌握不透彻,常遭遇崩刃、粘刀、螺纹不合格等问题。
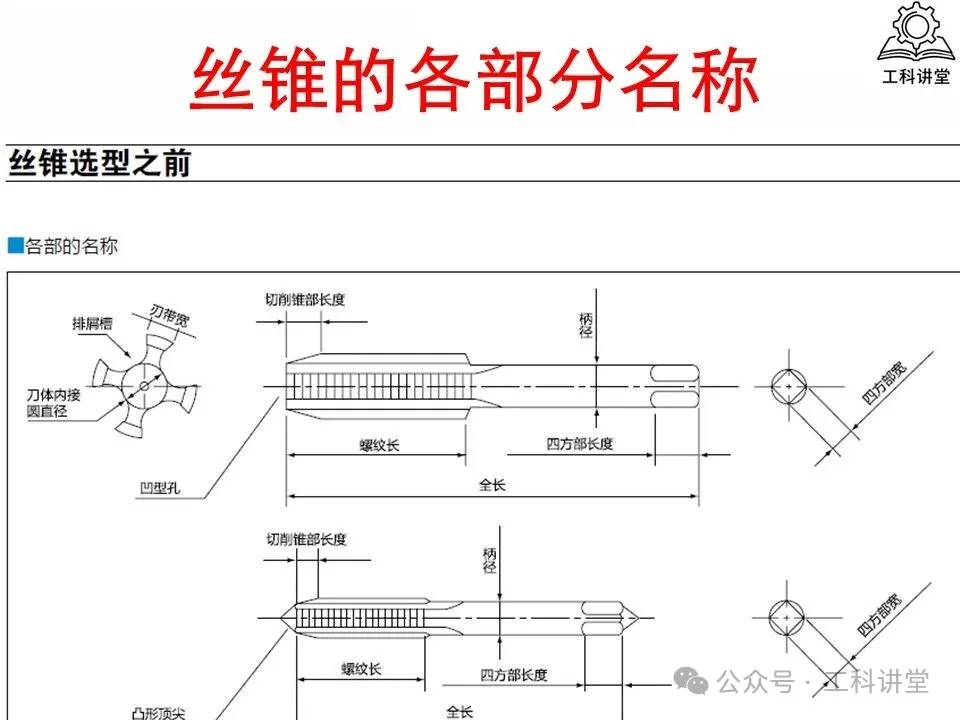
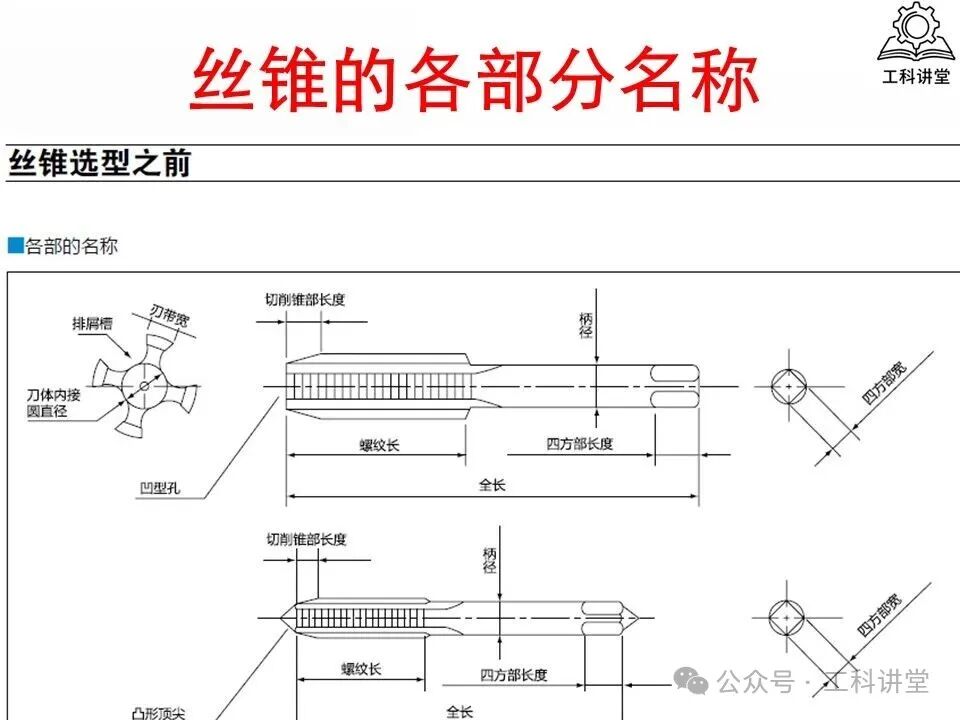
一、丝锥核心认知
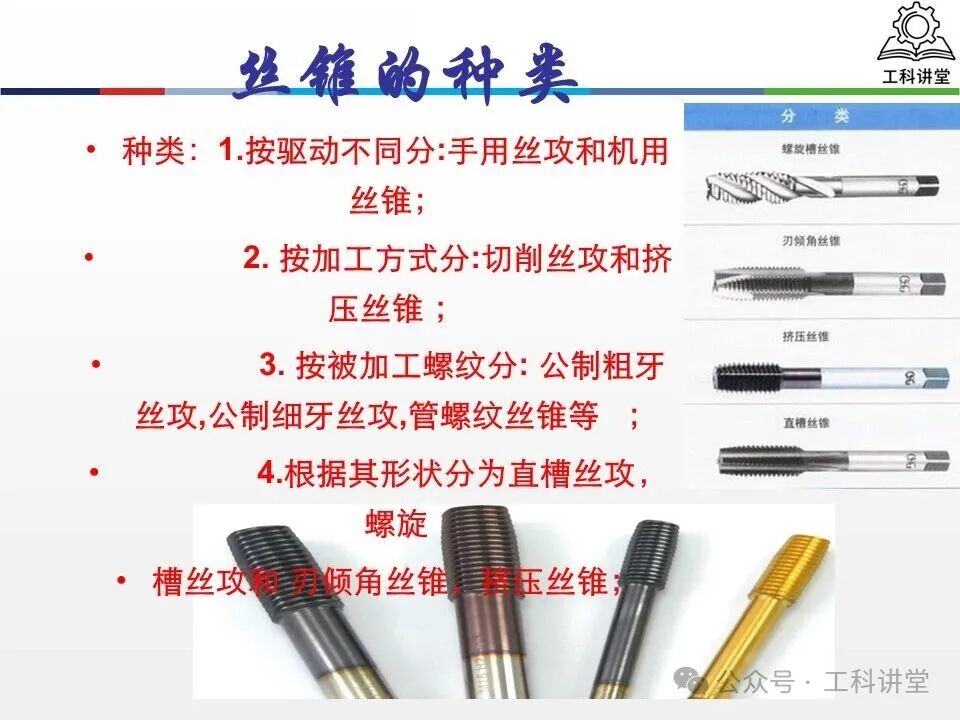
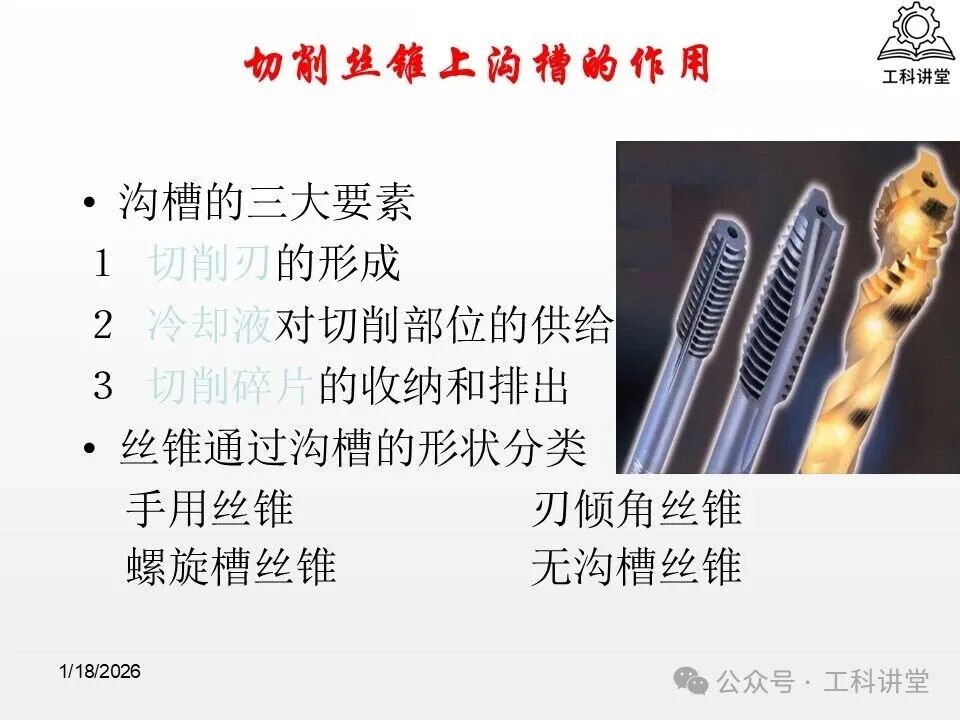
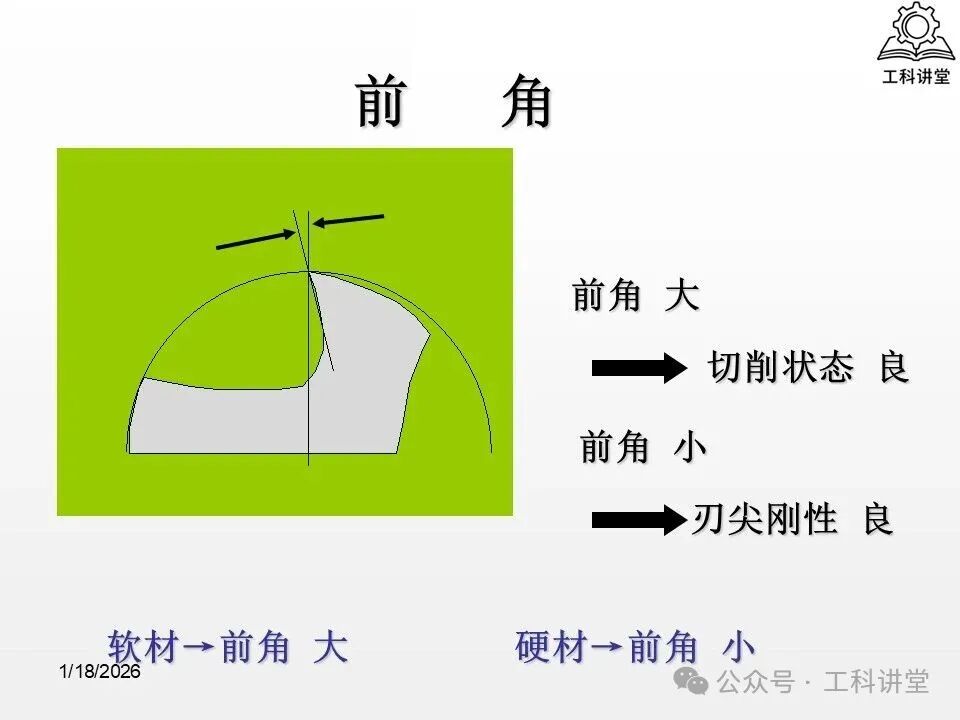
丝锥是在与导程匹配的进给量下,于底孔加工内螺纹的工具。按驱动方式可分为手用与机用丝锥,按加工方式分为切削与挤压丝锥,按螺纹类型分为公制粗牙、细牙及管螺纹丝锥等。其中,按形状划分的 4 大类别(直槽、螺旋槽、刃倾角、挤压)与 5 种表面处理技术,是实操选型的关键依据。
二、4 大主流丝锥类别
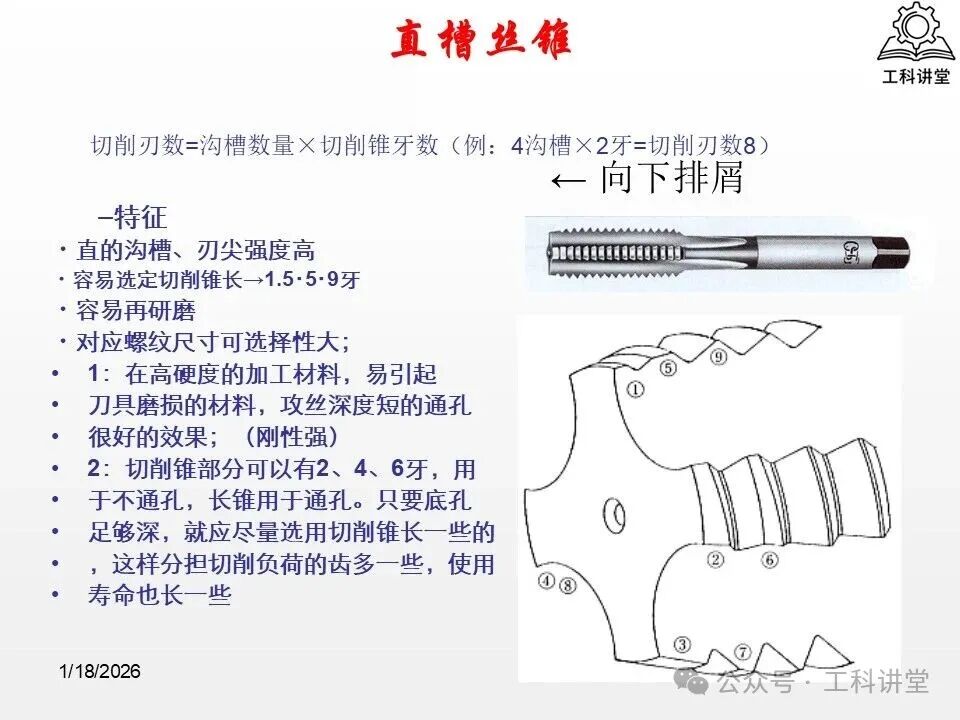
(一)直槽丝锥:刚性强,适配高硬度材料
直槽设计使其刃尖强度高,切削锥长可选择 1.5-9 牙,易再研磨且螺纹尺寸适配性广。核心优势是刚性突出,在高硬度、易磨损材料及浅孔通孔加工中表现优异。切削锥可设 2、4、6 牙,长锥适配通孔,短锥用于不通孔,底孔足够深时优先选长锥,分散切削负荷以延长寿命。
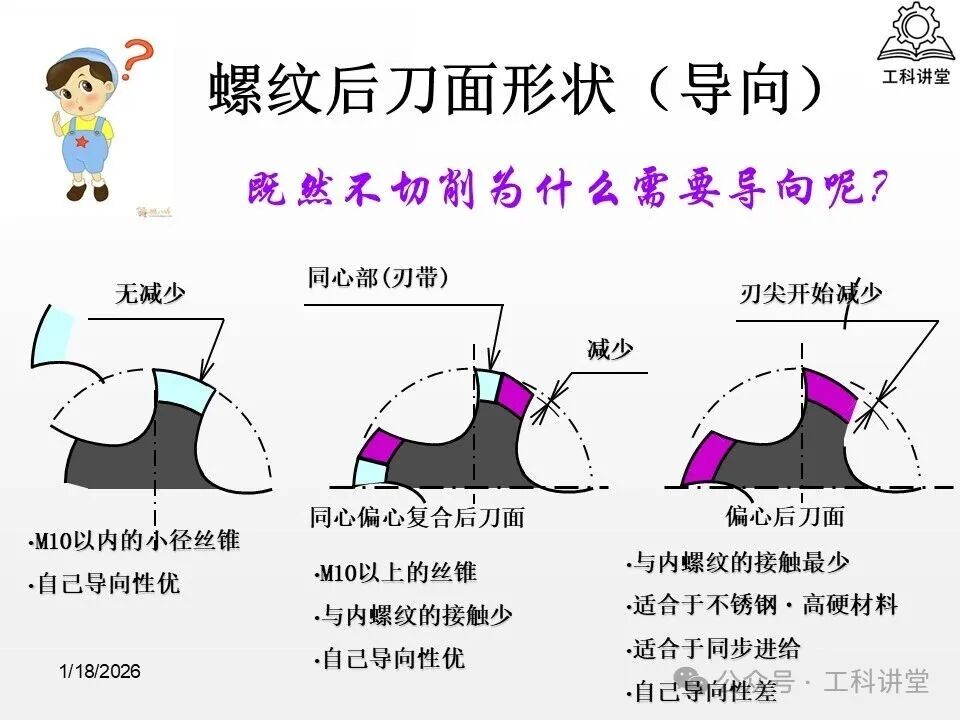
(二)螺旋槽丝锥:排屑优,盲孔加工首选
螺旋沟槽实现向上排屑,能加工至盲孔底部且无切屑残留,切削性能出色。适配切屑呈卷曲状的材料,盲孔加工是其核心优势,同时也可用于通孔,有效避免切屑堵塞导致的加工故障。
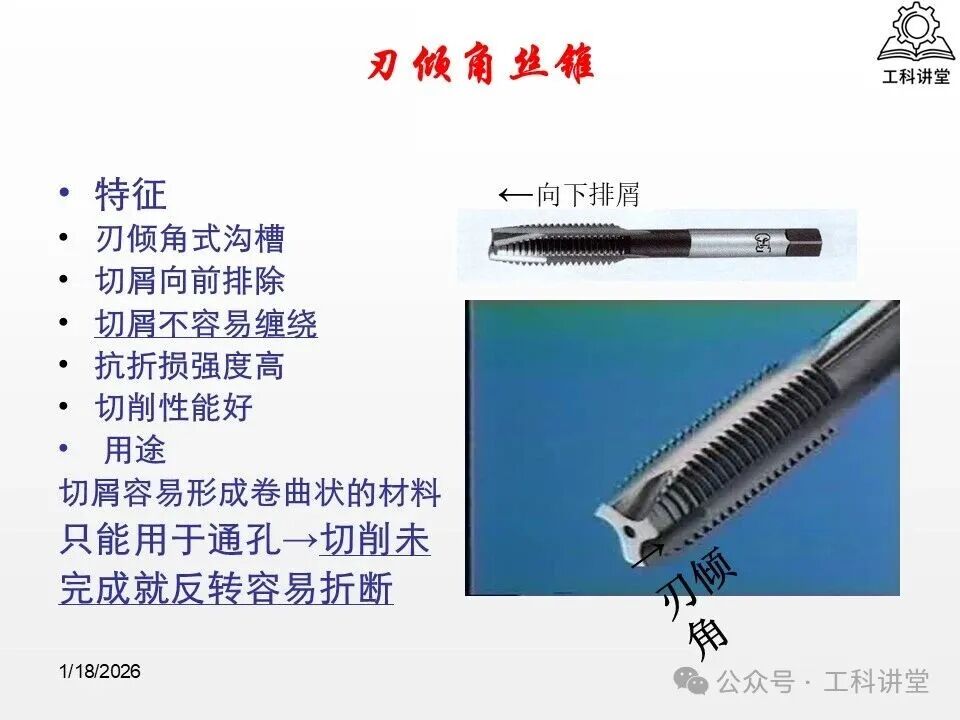
(三)刃倾角丝锥:抗折损,通孔高效加工
刃倾角沟槽使切屑向前排出,不易缠绕,抗折损强度与切削性能兼具。仅适用于通孔加工(切削未完成反转易折断),更适合切屑易卷曲的材料,批量通孔加工中能提升效率与稳定性。
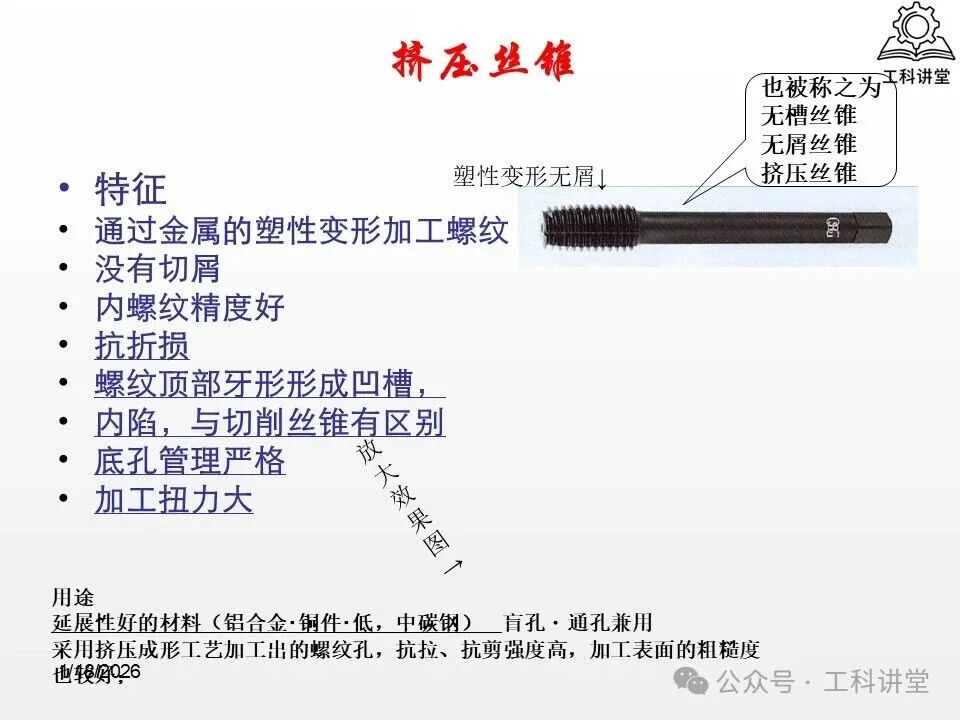
(四)挤压丝锥:无屑加工,适配延展性材料
又称无槽丝锥,通过金属塑性变形加工螺纹,无切屑产生,内螺纹精度高、抗折损,螺纹抗拉抗剪强度优异。对底孔尺寸要求严格,加工扭力较大,适配铝合金、铜件及低中碳钢等延展性材料,盲孔与通孔均可使用。
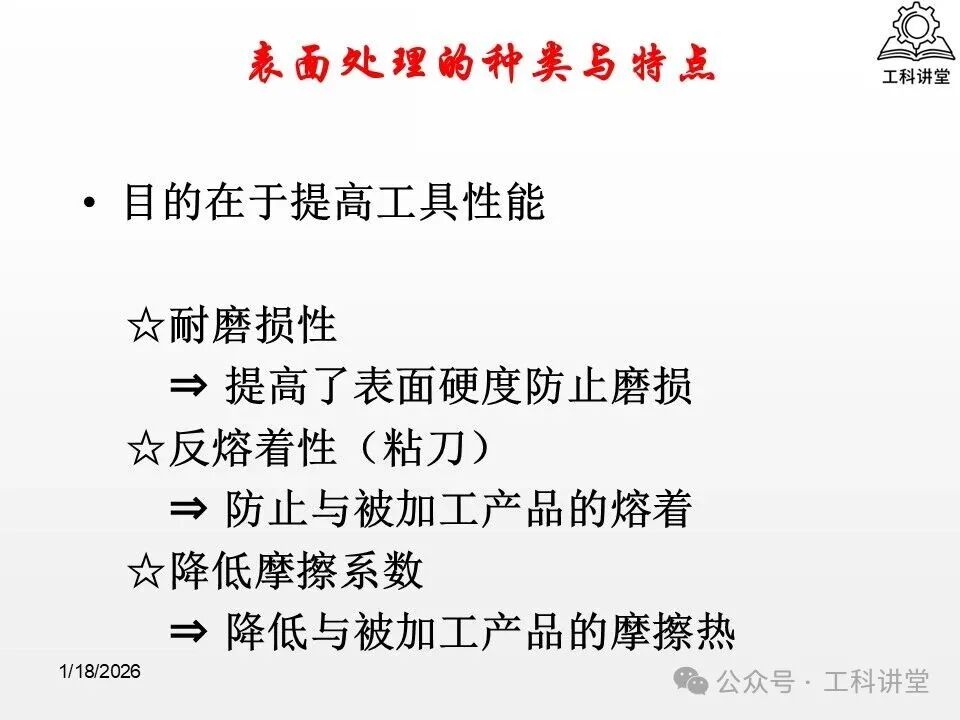
三、5 种表面处理技术
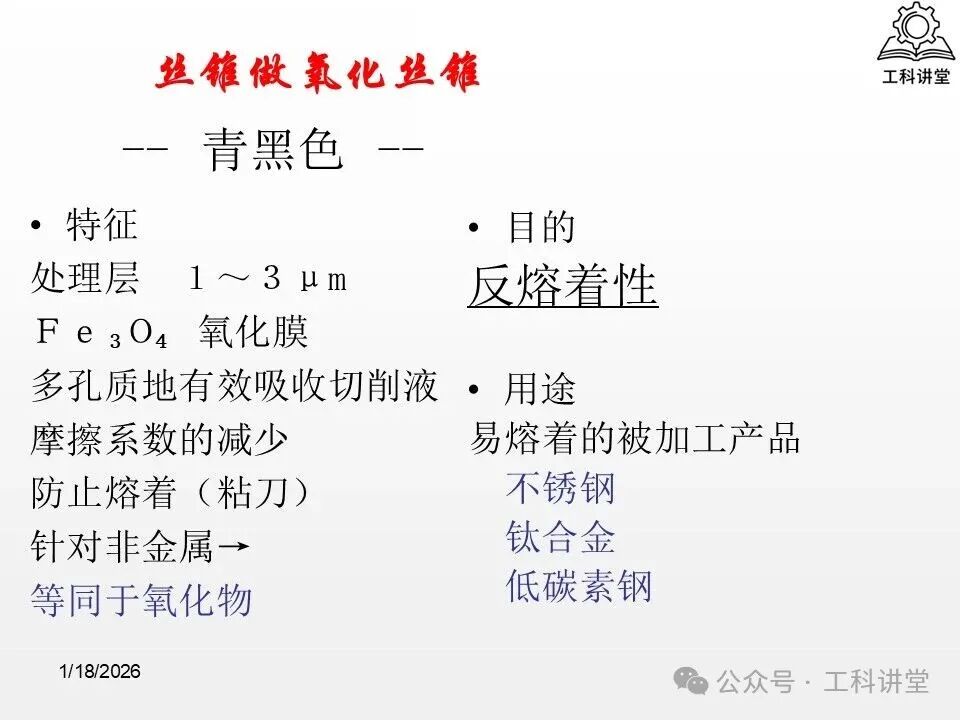
氧化处理:青黑色,处理层 1-3μm,多孔质地吸切削液,防粘刀,适配不锈钢、钛合金等易熔着材料;
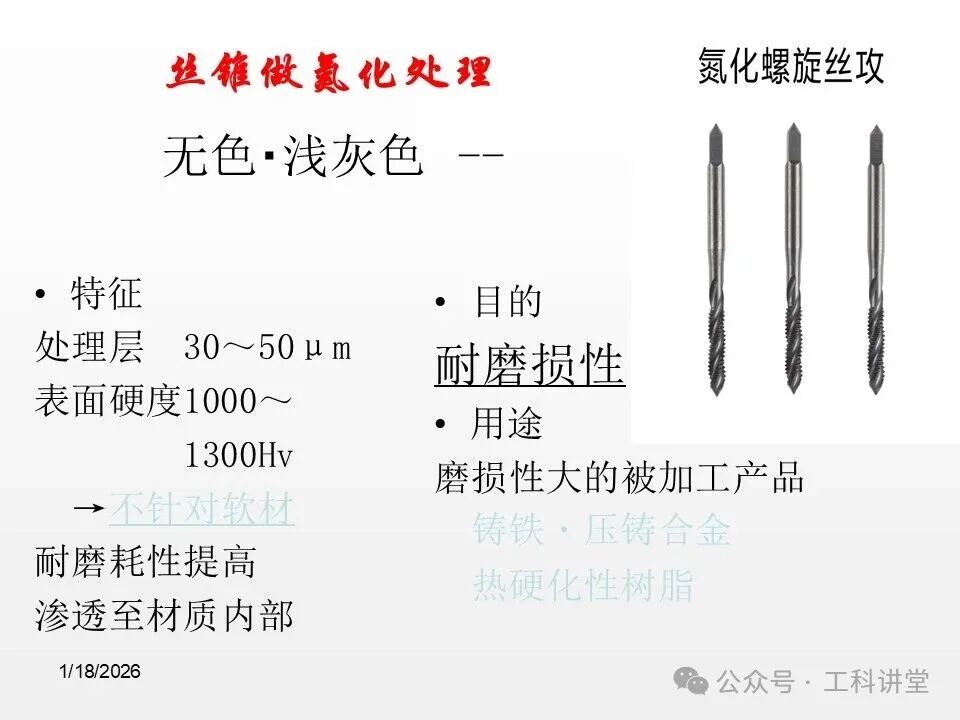
氮化处理:无色或浅灰色,处理层 30-50μm,硬度 1000-1300Hv,耐磨耗,适配铸铁、压铸合金等高磨损材料;
TiN 涂层:金黄色,涂层 1-3μm,硬度 2000Hv,兼具耐磨、防粘刀与耐热性,适配软钢、碳素钢等多类钢材;
TiCN 涂层:紫灰色,涂层 3-6μm,硬度 3000Hv,耐磨与防粘刀性能更优,适配合金钢、工具钢等重载加工场景;
CrN 涂层:银灰色,涂层 3-5μm,硬度 2300Hv,摩擦系数低,专门适配铜合金、非铁合金等材料。
四、精准选型 + 底孔计算
(一)精准选型原则
高硬度材料选直槽丝锥,延展性材料选挤压丝锥,切屑卷曲材料可选螺旋槽或刃倾角丝锥;盲孔优先螺旋槽,通孔可选直槽、刃倾角或螺旋槽;易粘刀材料选 TiN 或 TiCN 涂层,高磨损材料选氮化处理。
(二)底孔计算方法
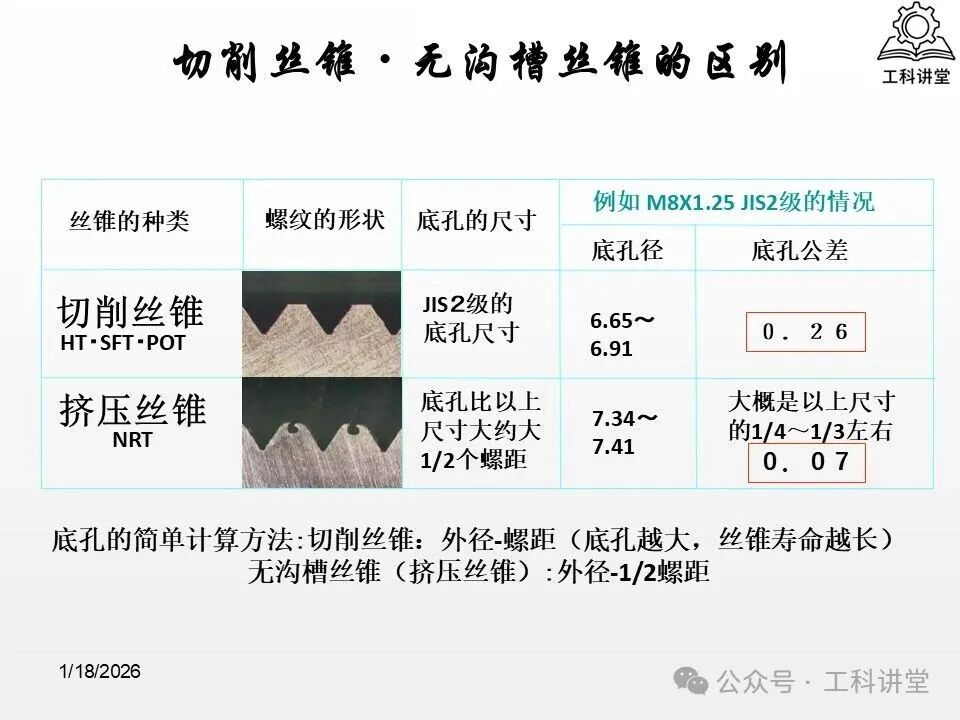
切削丝锥:底孔直径 = 外径 - 螺距(底孔略大可延长丝锥寿命),如 M8×1.25,底孔尺寸为 6.65-6.91mm;挤压丝锥:底孔直径 = 外径 - 1/2 螺距,同规格底孔尺寸为 7.34-7.41mm,需遵循 JIS2 级标准控制公差。
PPT讲义介绍丝锥知识点