22
2025.11
作者
112
阅读量
刚接触铣削的朋友,是不是常遇到这些问题:明明用了同款刀具,加工出的工件有的光洁度高,有的满是刀痕?明明参数设得一样,刀具有的用一周,有的1 天不到就崩刃?其实问题可能出在最基础的选择上—— 你选对「顺铣」还是「逆铣」了吗?
今天从4个新手最易混淆的维度,用 “大白话 + 实操案例” 讲清顺铣与逆铣的区别,看完就能用!
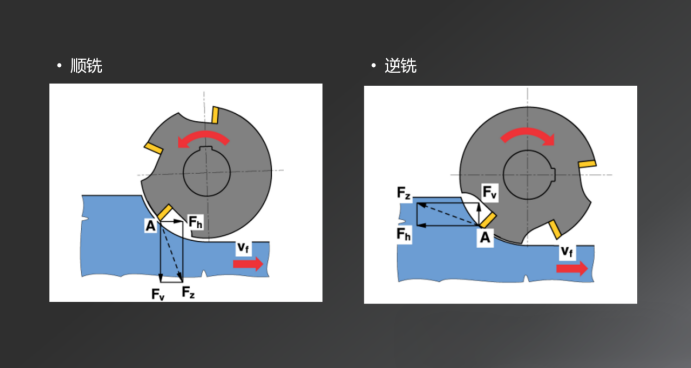
一、先搞懂:切削方向与进给方向,到底怎么看?
• 顺铣:像两人同方向拉车
铣刀切削刃的旋转方向,和工件的进给方向(比如工件往铣刀方向移动)完全一致。比如铣刀顺时针转,工件也跟着往顺时针方向走,两者“配合默契”,切削时更顺畅。直观判断:看铣刀接触工件的位置,切削刃是“推着工件走”,而不是 “拽着工件不让跑”。
• 逆铣:像两人反方向较劲
铣刀旋转方向和工件进给方向相反。比如铣刀顺时针转,工件却往逆时针方向移,相当于铣刀在“往后拽” 工件,两者形成 “对抗力”。
直观判断:切削刃接触工件时,是“刮着工件表面”,有明显的 “摩擦感”。
简单说:顺铣是“协作切削”,逆铣是 “对抗切削”,这是所有差异的根源。
二、切屑厚薄:为什么顺铣更适合做“细活”?
• 顺铣:切屑“从厚到薄”,越切越轻松
切入工件瞬间,切削刃一下子“啃下” 较厚的切屑(比如 0.2mm),随着铣刀推进,切屑逐渐变薄,最后轻轻脱离工件。
好处:厚切屑能快速带走切削热,减少刀具与工件的摩擦,工件表面不容易留划痕,适合精加工(比如要求表面光洁度 Ra≤1.6μm 的零件)。
注意:如果刀具不够锋利,厚切屑可能让刀刃“卡壳”,出现崩刃。
• 逆铣:切屑“从薄到厚”,越切越费力
切入时,切削刃先“轻轻刮过” 工件表面,切屑薄得像纸片(甚至只有 0.05mm),随着铣刀深入,切屑才慢慢变厚,退出时达到最厚。
好处:薄切屑能避开工件表面的硬皮(比如铸件的氧化层),不会让刀刃直接撞硬皮导致崩刃,适合粗加工。
缺点:初期“刮擦” 会让刀具发热,长期下来刀刃容易变钝,工件表面可能留细痕。
三、切削力方向:工件会不会被“拉松”?
• 顺铣:切削力“压着工件”,更稳
顺铣的主要切削力指向工作台内侧(也就是夹具方向),相当于把工件往夹具上“压”,只要夹具夹紧力够,工件几乎不会松动。
• 逆铣:切削力“拉着工件”,要防松
逆铣的主要切削力指向工作台外侧,相当于把工件往“脱离夹具” 的方向 “拉”,如果夹具没夹紧,工件容易被 “拉松”,出现振动。
四、切入冲击力:刀具会不会“崩刃”?
切入瞬间的冲击力,是新手刀具损坏的“头号杀手”,顺铣和逆铣的差异很明显:
• 顺铣:“短时猛冲击”,考验刀具硬度
切入时切屑厚,切削刃需要瞬间“啃下” 较多材料,冲击力较大(比如瞬间力能达到 500N),但冲击时间短,只要刀具是硬质合金材质(耐磨、抗冲击),且机床刚性够(不会晃),很快就能恢复平稳。
禁忌:用高速钢刀(硬度低)顺铣硬材料(比如 45 号钢),容易崩刃。
• 逆铣:“长时慢负荷”,考验刀具韧性
切入时切屑薄,切削刃“慢慢刮入” 工件,冲击力小(比如只有 100N),但后续切屑变厚时,切削力会持续增大,且持续时间长(比如比顺铣长 2-3 倍),容易让刀具 “疲劳”,比如高速钢刀长期逆铣,刀刃会慢慢变卷。
禁忌:逆铣时进给速度太快,会让“长时负荷” 变成 “长时冲击”,刀具寿命骤减。
最后总结
顺铣和逆铣没有绝对的“好坏”,只有 “适合与否”
如果觉得文字记起来麻烦,要不要我帮你整理一份顺铣与逆铣核心参数对比表?表格里会清晰列出两者在方向、切屑、力、冲击力等维度的差异,方便你打印出来随时参考。
“一张表”+“一张图”理清核心差异(建议保存)
|
对比维度 |
顺铣 |
逆铣 |
|
切削与进给方向 |
同向(协作) |
反向(对抗) |
|
切屑变化 |
从厚到薄 |
从薄到厚 |
|
切削力方向 |
压向工作台(稳) |
拉离工作台(易松) |
|
切入冲击力 |
大(短时) |
小(长时) |
|
适合场景 |
精加工、软材料、好机床 |
粗加工、硬皮件、老机床 |