铣削残余应力对锆合金薄板零件时效变形的影响规律研究
铣削参数对锆合金薄壁件变形的影响探析
锆合金薄板零件主要应用于核反应堆部件或航天器结构,对加工精度有严格要求,但由于薄壁结构特性,加工过程中极易受残余应力影响产生变形,从而影响尺寸精度和服役性能。因此,研究残余应力对锆合金薄板加工变形的影响及控制方法对于满足实际工程需求具有重要意义。根据形成机理,引起锆合金薄壁件加工变形的残余应力可分为初始残余应力和加工诱发残余应力。
锆合金薄板零件整体变形的影响因素非常复杂,在零件加工前,毛坯经轧制、退火后,内部残余应力处于平衡状态。在铣削加工过程中,零件表层材料被去除,导致初始残余应力释放,零件整体变形较大。Gao H.等研究了初始残余应力和等效弯曲刚度对薄壁件变形的影响。Zheng J. Y.等研究了初始残余应力和刀具轨迹策略对薄壁铝件变形的影响。Li X.等分析了初始残余应力与精加工余量之间的关系,建立了薄壁件的变形预测模型。同时,铣削过程中发生的不均匀的塑性变形与温度变化会引入新的残余应力,即铣削残余应力。Zhang Z.等利用新的加工残余应力计算方法建立了薄壁件的变形预测模型。Li Y.等将加工残余应力作为等效扭矩,研究了加工残余应力对薄壁板变形的影响。Zhou J.等用双曲正切函数表示端铣加工残余应力分布,建立了薄板残余应力剖面与弯曲挠度的映射关系。
两种残余应力的共同作用使零件在加工过程中的整体变形难以准确预测,导致零件的加工精度降低,影响装配甚至产生不合格品,增加制造成本。零件加工完成后,经一段时间的时效,内部残余应力缓慢释放引起新的变形,降低零件的精度保持性,影响产品的使用性能。
综上所述,本文以锆合金为研究对象,考虑锆合金薄壁零件初始应力及变形状态,开展铣削加工试验,通过采集铣削过程中的相关数据,获取不同参数下的锆合金薄壁件铣削表面残余应力和零件变形数据并对结果进行分析,在考虑锆合金薄壁件初始状态的条件下获得面向最小加工变形的最优的工艺参数组合。
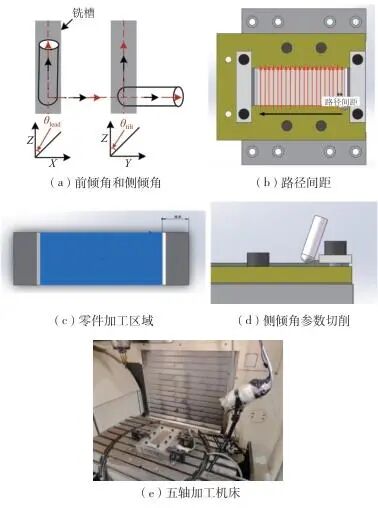
原材料选用9块尺寸为195 mm × 57.8 mm × 4.5 mm的锆合金板材。试验夹具主要包括底板夹具和固定夹具,底板夹具要求在夹紧状态下测量残余应力,因此需要设计能和零件从测力计一同被拆卸下来的底板夹具。固定夹具将零件固定在底板夹具上(见图1),且加工时不与刀具发生干涉,测量应力时不与探头发生干涉。两个孔用于螺栓连接,槽用于压住零件以及在夹具发生变形后将零件扣住,夹具总厚度为6 mm,中间槽深为2 mm。
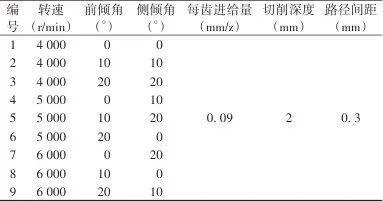
为了解各因素及其相互作用对薄板残余应力及变形分布的影响,设计9组三因素三水平正交试验。所有锆合金薄板试品在加工前均通过退火和时效处理,使其应力状态趋于一致,从而避免因初始应力不均而引入的误差。涉及到的工艺参数主要有主轴转速、前倾角、侧倾角、每齿进给量、切削深度和路径间距等。其中,主轴转速为主轴每分钟旋转的转数,前倾角为刀具在XOZ平面上与Z轴的夹角,侧倾角为刀具在YOZ平面上与Z轴的夹角(见图2a),每齿进给量为多齿铣刀每旋转一个齿间角时铣刀相对工件在进给方向上的位移,切削深度为切削工件时已加工表面与待加工表面之间的垂直距离,路径间距为每条路径之间相隔的距离(见图2b)。本试验中,工艺参数变量为主轴转速、前倾角和侧倾角,保持切削深度为2 mm、每齿进给量为0.09 mm/z、切削宽度为0.3 mm。为了避免刀具姿态导致加工干涉(见图2d),选择高度较小的固定螺栓进行固定。采用直径为10 mm的球刀进行切削加工,在DMU 60 Mono Block五轴加工中心上进行试验,加工时施加冷却液,如图2e所示。基于工程经验,选择五轴铣削加工中心对残余应力有显著影响的刀具姿态和主轴转速作为输入变量,保持其他工艺参数不变,具体工艺参数如表1所示。
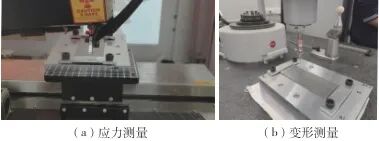
加工前在装夹状态下测量零件的初始应力,如图3a所示,测量设备采用PROTO XRD应力仪。加工过程中采用测力计测量加工过程中的力信号,采用红外热像仪测量温度信号,采用麦克风测量噪音信号,采用功率表测量功率信号。加工后立即测量夹紧状态下零件加工区域的残余应力,测完应力之后松开装夹,在Leitzpmm - C三坐标测量机上测量零件在Z方向的变形,如图3b所示,为保证测量数据的时间一致性,应力与变形保证在一周内完成测量。加工完成后,对加工薄壁件进行时效处理,即放置于室温保存箱内保存30天,随后对薄壁件加工区域的应力和变形再次进行测量。针对应力测量区域与测量点,考虑过渡区域宽度、固定夹具宽度及应力仪器测量干涉区域,设置中间区域长度为120 mm,宽度为44 mm,长度方向测量7个点,点间距为20 mm,宽度方向测量5个点,点间距为11 mm,每块零件测量35个点的应力数据。
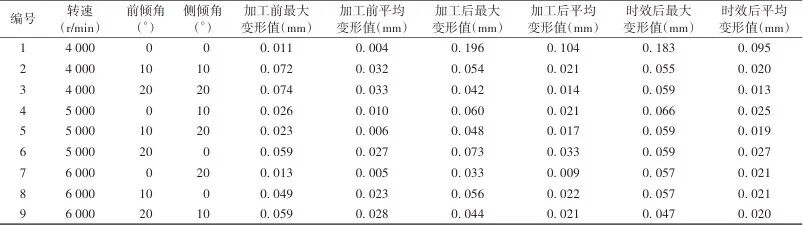
基于设计的加工参数,分析不同工艺参数条件下的9组薄壁件变形情况。对薄壁件平面试验点数据进行处理,以矩形薄壁件四角的测量点数据为基准点建立基准面。在平面位置内任意点处(由X和Y坐标位置决定),薄壁件平面试验数据点与基准面的相对高度差即为薄壁件的加工变形值,依次对9组试验进行分析,加工前、加工后和时效后的最大、平均变形值汇总结果如表2所示。
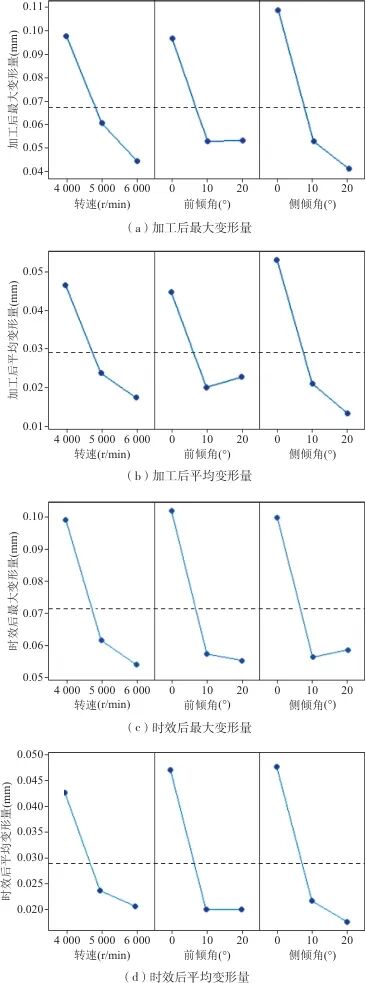
对各种加工参数组合下的试验结果进行主效应分析(见图4)。加工后和时效后的薄壁件最大变形和平均变形随工艺参数变化的趋势基本相同,且随着转速、前倾角和侧倾角的增大而单调递减。侧倾角对薄壁件加工变形最大值和均值的影响最大,侧倾角从0°增大至20°的过程中,变形最大值从0.108 mm减小至0.041 mm,均值从0.053 mm减小至0.013 mm。时效后的薄壁件变形最大值受转速影响最大,转速从4 000 r/min增大至6 000 r/min的过程中,变形最大值从0.099 mm减小至0.054 mm,均值受侧倾角影响最大,侧倾角从0°增大至20°的过程中,变形均值从0.048 mm减小至0.018 mm。
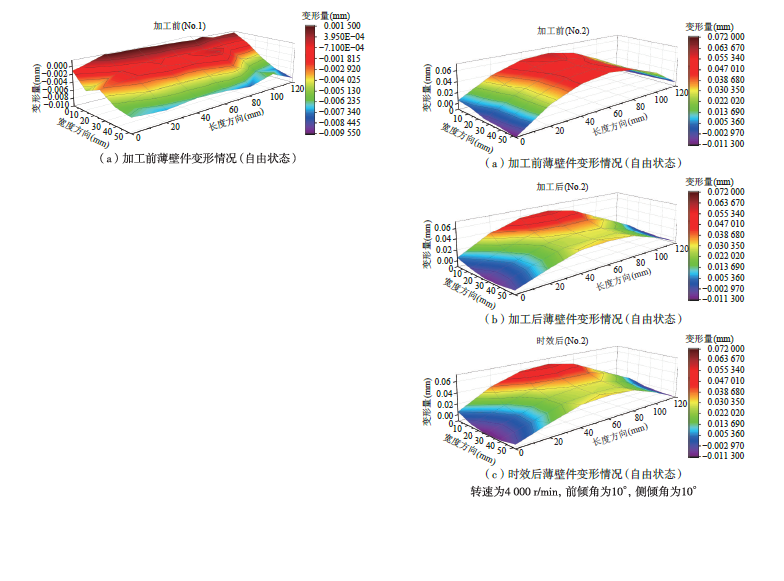
对试验参数1条件下的薄壁件变形情况进行分析(见图5)。加工前零件表面沿着宽度方向发生倾斜,这是由于获取基准平面的过程中,薄壁件四周的点并不处于同一水平面内,造成基准平面的倾斜,进而影响相对高度差的计算。加工完成后薄壁件沿着Z轴正方向发生较大的变形,薄壁件的加工变形主要表现在薄壁件长度方向(薄壁件长度方向几何尺寸较大),宽度方向产生的变形量较小。时效后薄壁件的变形相比于加工后的变形有所减小,由试验结果可以观察到沿薄壁件宽度方向的凸起变形有所下降。
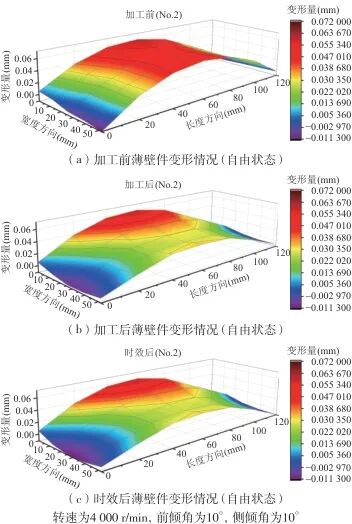
对试验参数2条件下的薄壁件变形情况进行分析(见图6)。加工前薄壁件沿着Z轴正方向产生凸起变形,加工后薄壁件沿着Z轴正方向发生的凸起变形下降0.018 mm。薄壁件加工变形主要由长度方向的凸起变形决定,但宽度方向产生了较小的凹陷变形,导致薄壁件呈现出马鞍面的变形状态。时效后薄壁件变形几乎与加工后变形相同,依然呈现马鞍面的变形状态。
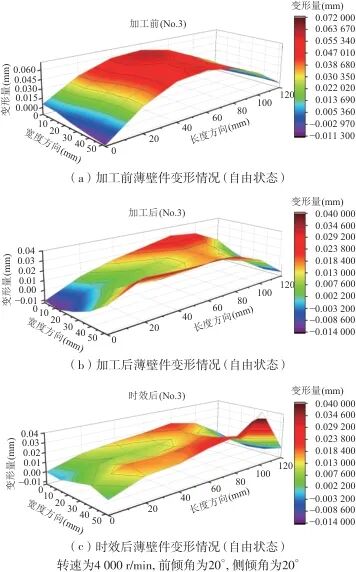
对试验参数3条件下的薄壁件变形情况进行分析(见图7)。加工前薄壁件沿着Z轴正方向产生凸起变形,加工后薄壁件沿着Z轴正方向的凸起变形显著减小,但是薄壁件宽度方向的凹变形显著增加,导致薄壁件呈现出更加显著的马鞍面变形。除此之外,薄壁件四周的几何尺寸点明显不处于相同的平面内,这表示薄壁件沿着长度方向发生了一定的扭曲变形。时效后薄壁件变形相比于加工后的增大0.017 mm,马鞍面变形情况有所缓解,但在靠近薄壁件宽边附近依然存在较大的变形。
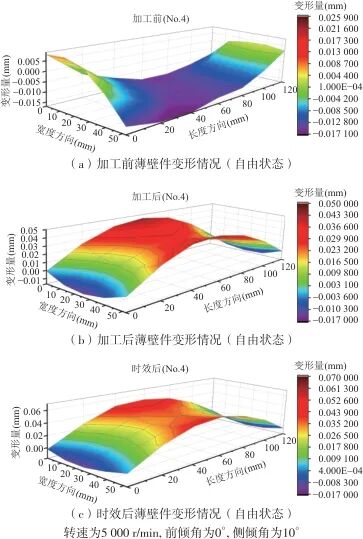
对试验参数4条件下的薄壁件变形情况进行分析(见图8)。加工前零件初始变形较小,沿着Z轴负方向产生凹陷变形,但沿着薄壁件宽度方向存在一定的凸起变形,导致薄壁件边缘处翘起。加工后薄壁件沿着Z轴正方向发生较大的变形,薄壁件由凹陷变形变为凸起变形,且呈现出马鞍面的变化形式。时效后薄壁件变形相比于加工后的有细微增大,增量为0.006 mm,证明自然时效处理并未减小薄壁件加工产生的变形。薄壁件沿着宽度方向的凹陷变形减小,马鞍面变形平缓。
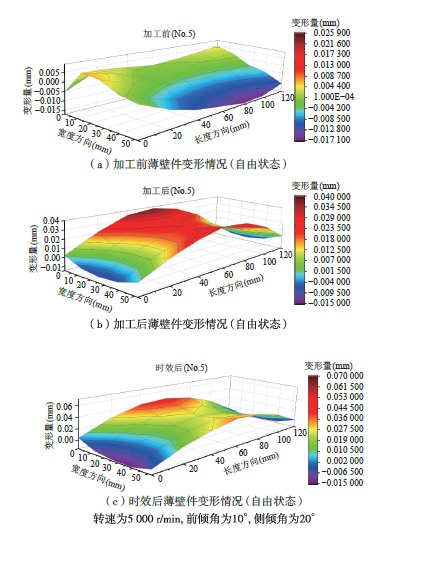
对试验参数5条件下的薄壁件变形情况进行分析(见图9)。加工前零件的整体加工变形较小,但是在薄壁件长边和宽边交汇处发生了较大的翘折。相比于加工前,加工后薄壁件沿着Z轴正方向发生较大的变形,增量为0.025 mm,薄壁件呈现出马鞍面的变形形式。时效后薄壁件的变形相比于加工后的增大0.011 mm,虽然薄壁件整体变形增大,但其马鞍面变形成都相比时效前的有所平缓。
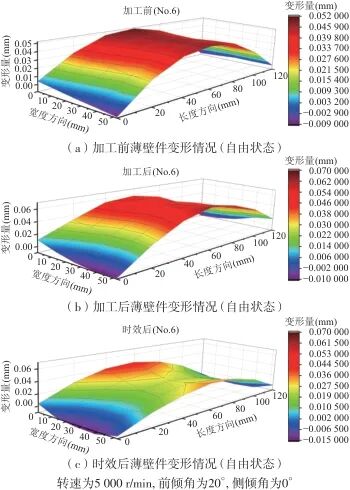
对试验参数6条件下的薄壁件变形情况进行分析(见图10)。加工前薄壁件沿着Z轴正方向发生凸起变形,由曲面的两条宽边对称的倾斜情况可以推测出薄壁件在初始状态下沿着长边方向存在一定的扭转变形;加工后薄壁件沿着Z轴正方向的变形量增大0.014 mm,薄壁件的扭转变形情况相较于加工前的更加显著。时效后薄壁件变形相比于加工后的减小了0.014 mm,并且恢复至加工前水平,但薄壁件呈现出较明显的马鞍面变形。
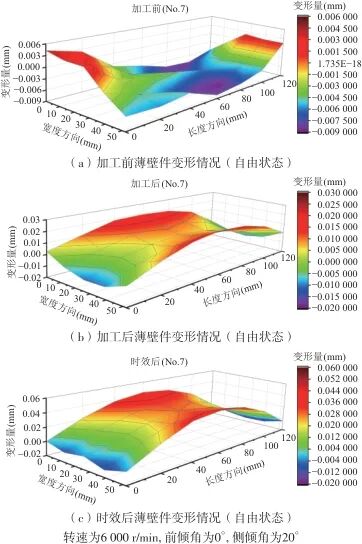
对试验参数7条件下的薄壁件变形情况进行分析(见图11)。加工前零件变形较小,主要沿Z轴负方向发生凹陷变形,且沿着薄壁件宽度方向出现褶皱。相比于加工前,加工后薄壁件加工变形增大了0.02 mm,零件沿着Z轴正方向发生凸起变形,薄壁件呈现出马鞍面的变形特点。时效后薄壁件的变形相比于加工后进一步增大,增量为0.024 mm,薄壁件依然呈现出马鞍面变形的特点。
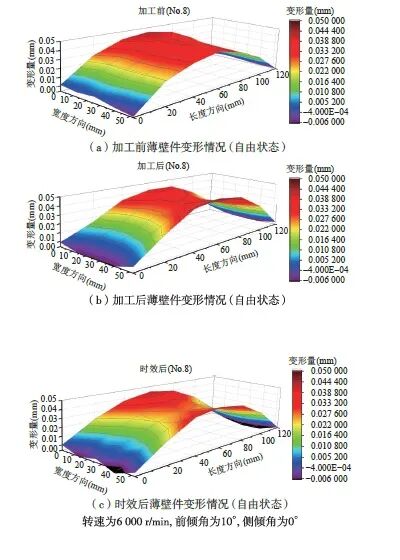
对试验参数8条件下的薄壁件变形情况进行分析(见图12)。加工前零件沿着Z轴正方向产生凸起变形。加工后薄壁件沿着Z轴正方向变形量有所增大,增量为0.007 mm,薄壁件呈现出马鞍面变形特点,然而马鞍面主要表现在薄壁件中央位置。时效后薄壁件的变形保持在加工后的水平,且马鞍面变形由仅出现在薄壁件中央位置变为沿着薄壁件加工面整体分布。
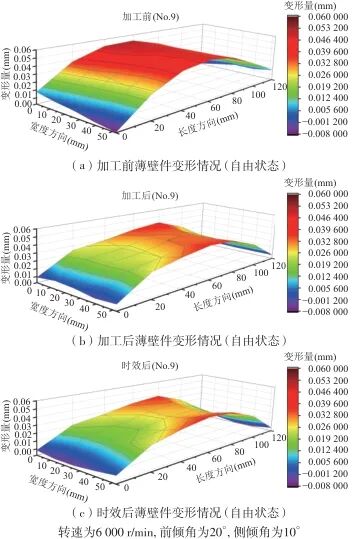
对试验参数9条件下的薄壁件变形情况进行分析(见图13)。加工前零件沿着Z轴正方向发生凸起变形,且由曲面宽度方向的边界区域可知,薄壁件同时存在一定的扭转变形。加工后薄壁件沿着Z轴正方向变形量有所减小,减小量为0.015 mm。对曲面特定结果分析发现,曲面顶部区域曲率较小,这表明薄壁件加工变形量的减小主要由薄壁件中央部位变形的减小而导致。时效后薄壁件的变形相比于加工后的有细微增大,薄壁件由加工后仅沿着Z轴正方向发生凸起变形变为马鞍面变形特点。
进一步分析上述试验结果可知:(1)加工前薄壁件的变形主要表现为沿Z轴正方向的凸起或负方向的凹陷变形,并伴随一定程度的长度方向扭转变形及宽度方向的翘曲。不同试验参数下,加工前的最大变形范围为0.011 ~ 0.074 mm,平均变形范围为0.004 ~ 0.033 mm,初始状态对基准面建立及后续变形测量有显著影响;(2)薄壁件加工完成后沿Z轴正方向的变形显著增大,呈现出由凹陷变形向凸起变形的过渡。变形的主导方向为长度方向,宽度方向的变形量较小但形成马鞍面特征。加工完成后零件的最大变形范围为0.033 ~ 0.196 mm,平均变形范围为0.009 ~ 0.104 mm。长边和宽边交汇处以及边缘区域的变形尤为显著,显示几何结构和材料分布对加工变形的敏感性;(3)自然时效处理后,薄壁件的变形量变化呈现两种趋势。部分试验条件下,时效处理减小了加工后Z轴正方向的变形量,尤其是扭转变形和宽度方向的凹陷变形得到一定缓解,另一些条件下,时效处理增大了变形量,但变形分布趋于平缓。整体上,时效后的最大变形范围为0.047 ~ 0.183 mm,平均变形范围为0.013 ~ 0.095 mm,表明自然时效对加工变形的平衡作用有限;(4)加工完成及时效后,马鞍面变形成为薄壁件变形的典型特征,其形成主要与材料去除过程中内应力的释放及零件结构特点有关。
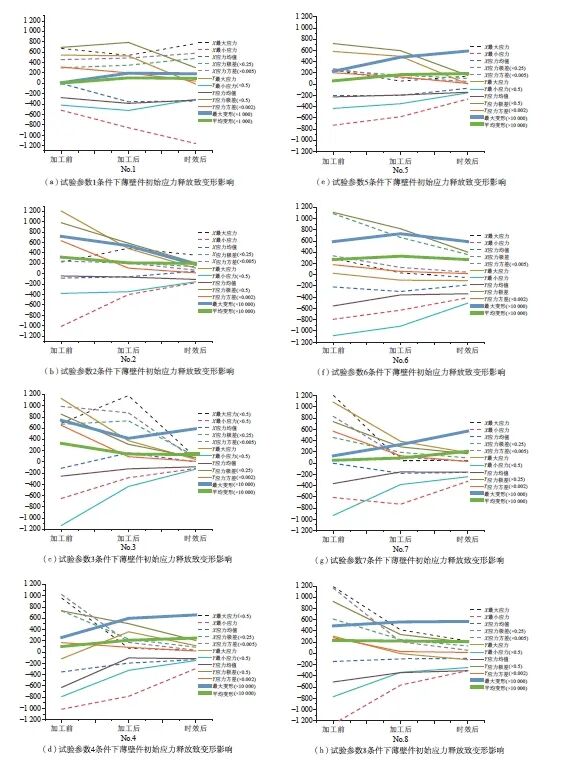
综合比较9组薄壁件应力释放对变形的影响情况(见图14),可得到以下结果:1号薄壁件加工前—加工后—时效后的最大变形量呈现出先增大后减小的变化趋势,Y方向应力极差和Y方向最大应力与该最大变形变化趋势相同;2号薄壁件加工前—加工后—时效后的最大变形量呈现出减小的变化趋势,Y方向应力极差、Y方向最大应力、Y方向应力方差、Y方向应力均值和X方向应力方差与该最大变形变化趋势相同;4号薄壁件加工前—加工后—时效后的最大变形量呈现出增大的变化趋势,X方向应力均值和X方向最小应力与该最大变形变化趋势相同;5号薄壁件加工前—加工后—时效后的最大变形量呈现出增大的变化趋势,Y方向应力均值、Y方向最小应力和X方向最小应力与该最大变形变化趋势相同;7号薄壁件加工前—加工后—时效后的最大变形量呈现出增大的变化趋势,Y方向最小应力与该最大变形变化趋势相同;8号薄壁件加工前—加工后—时效后的最大变形量呈现出增大的变化趋势,Y方向应力均值、Y方向最小应力、X方向应力方差和X方向应力均值与该最大变形变化趋势相同。
图14 初始应力释放对锆合金薄壁件加工变形的影响规律
薄壁件的最大变形量在加工前、加工后和时效后呈现不同变化趋势,具体变化与应力分布特征密切相关,如应力极差、最大应力和应力方差等。多数薄壁件的最大变形趋势与Y方向应力特征(如极差、最大应力、最小应力、均值和方差)的变化一致,表明Y方向应力是影响薄壁件变形的主要因素。
基于试验工艺参数对薄壁件变形和残余应力的影响分析可得:(1)工艺参数显著影响加工变形特性。初始变形较小的条件(如参数4和5)易控制变形幅度,但马鞍面特征仍存在;初始凸起或扭转较大的条件(如参数3和6)加工变形显著,需优化参数以降低变形;(2)随着主轴转速增大,加工后及时效后最大变形量均减小;前倾角增大时,加工变形量先减小后保持不变,时效变形量先减小后增大;侧倾角增大,加工变形量减小,时效变形量先减小后增大;(3)采用主轴转速为5 000 ~ 6 000 r/min、前倾角为10°或侧倾角为20°的参数时,应力与变形关联明显。最小变形对应最佳组合为主轴转速6 000 r/min、前倾角20°和侧倾角10°;(4)侧倾角为0°时易获得较小的应力均值;主轴转速为5 000 r/min、前倾角为20°或侧倾角为20°时易获得较小的应力极差;(5)时效后不同参数下的应力表现不同。如主轴转速为4 000 r/min、前倾角为0°、侧倾角为0°时,X方向压应力较大;主轴转速为6 000 r/min、前倾角为20°、侧倾角为0°时,Y方向压应力较大。
通过处理铣削加工前、铣削加工后以及自然时效后的薄壁件铣削表面残余应力以及薄壁件加工变形数据,分析初始应力分布以及薄壁件加工变形的变化规律,探究锆合金薄壁件初始应力释放对变形的影响规律,得到以下结论。
(1)薄壁件加工完成后变形量显著增大,主要表现为沿Z轴正方向的凸起和长度方向的马鞍面特征,宽度方向变形较小但显著影响整体形态。证明了加工变形受材料内应力释放和零件几何特性的影响显著。
(2)不同工艺参数对变形特性影响显著,初始状态变形较小的条件更有利于控制加工变形,而较大初始凸起或扭转变形的条件易导致更严重的变形。这为通过优化工艺参数有效调控薄壁件的变形幅度和形态提供了可能。
(3)薄壁件的最大变形量在加工前、加工后和时效后呈现不同变化趋势,具体变化与应力分布特征密切相关,如应力极差、最大应力和应力方差等。多数薄壁件的最大变形趋势与Y方向应力特征(如极差、最大应力、最小应力、均值和方差)的变化一致,表明Y方向应力是影响薄壁件变形的主要因素。
(4)工艺参数显著影响薄壁件的变形和残余应力特性,其中主轴转速为6 000 r/min、前倾角为20°、侧倾角为10°为最优组合,可显著减小加工后和时效后的变形,同时侧倾角为0°有助于获得较小的应力均值,而特定条件下(如主轴转速为4 000 r/min或6 000 r/min),X或Y方向压应力表现突出。
(5)为实现锆合金薄壁件高精度加工,五轴铣削需具备精密运动控制与动态稳定性,但薄壁件加工精度仍受多维耦合效应制约:材料低导热性与弱刚性薄壁结构的交互作用,导致热—力耦合场下局部非均匀变形累积;五轴联动中刀具姿态动态调整引发切削力矢量方向突变,造成轮廓跟踪误差非线性增长;工艺参数与材料各向异性、动态切削颤振间的协同匹配机制尚未明晰,限制薄壁件形位公差与表面完整性同步优化。