
商城公告
新闻资讯
产品资讯
技术文章
知识库
15
2025.9
作者
212
阅读量
明显减小焊缝变形的步骤有哪些?
减小焊缝变形:实用操作指南
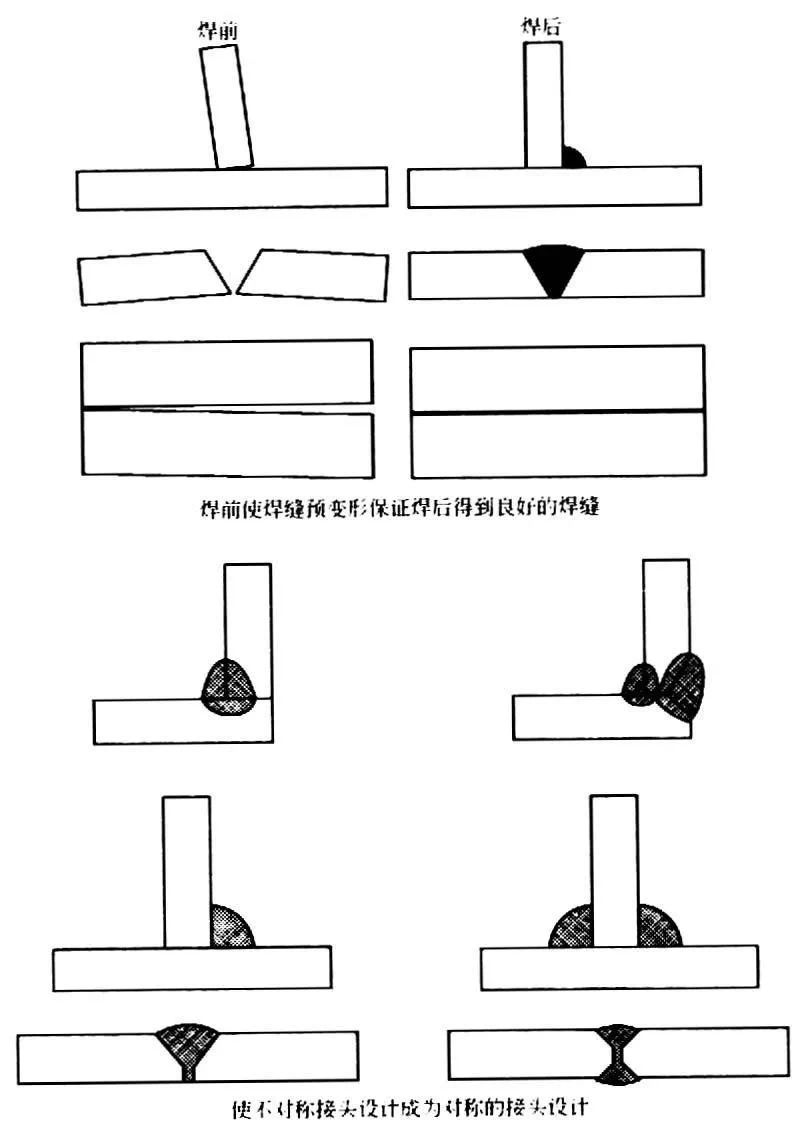
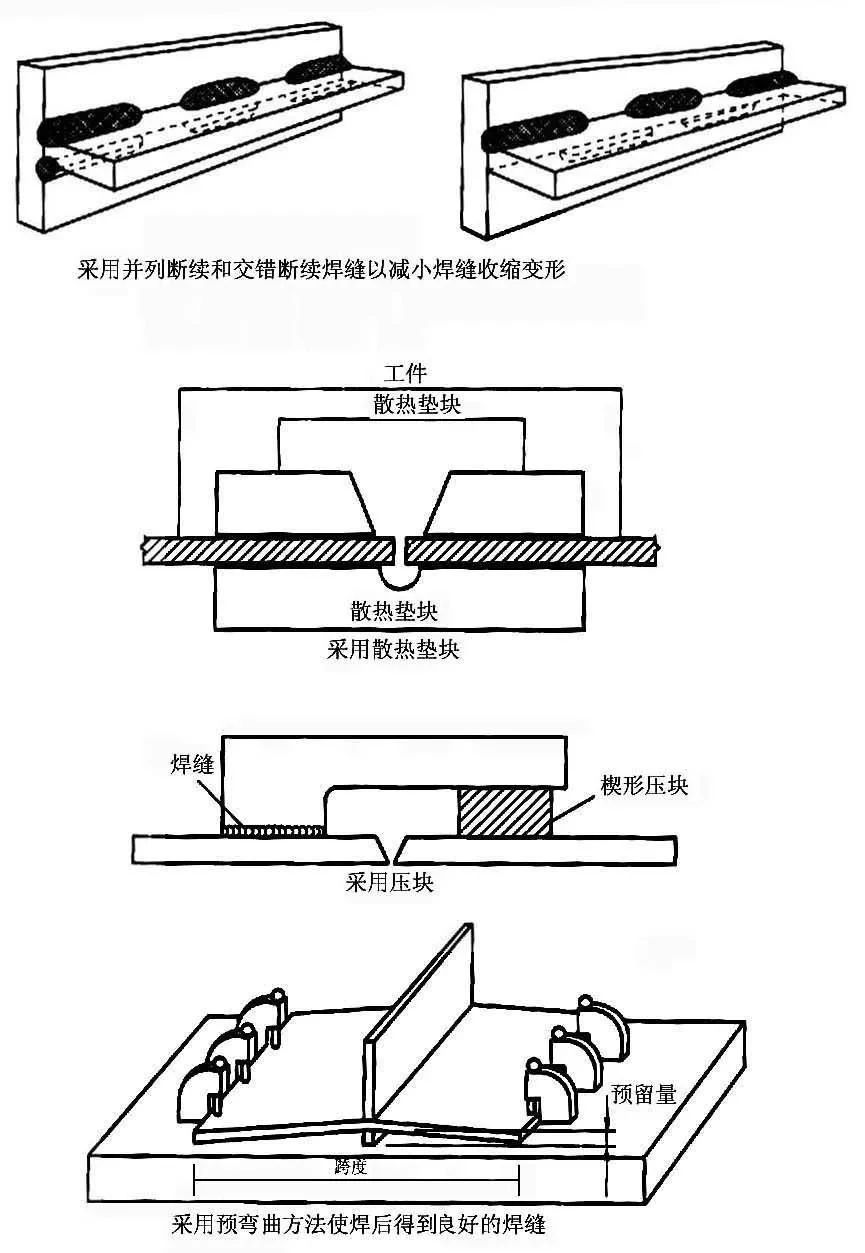
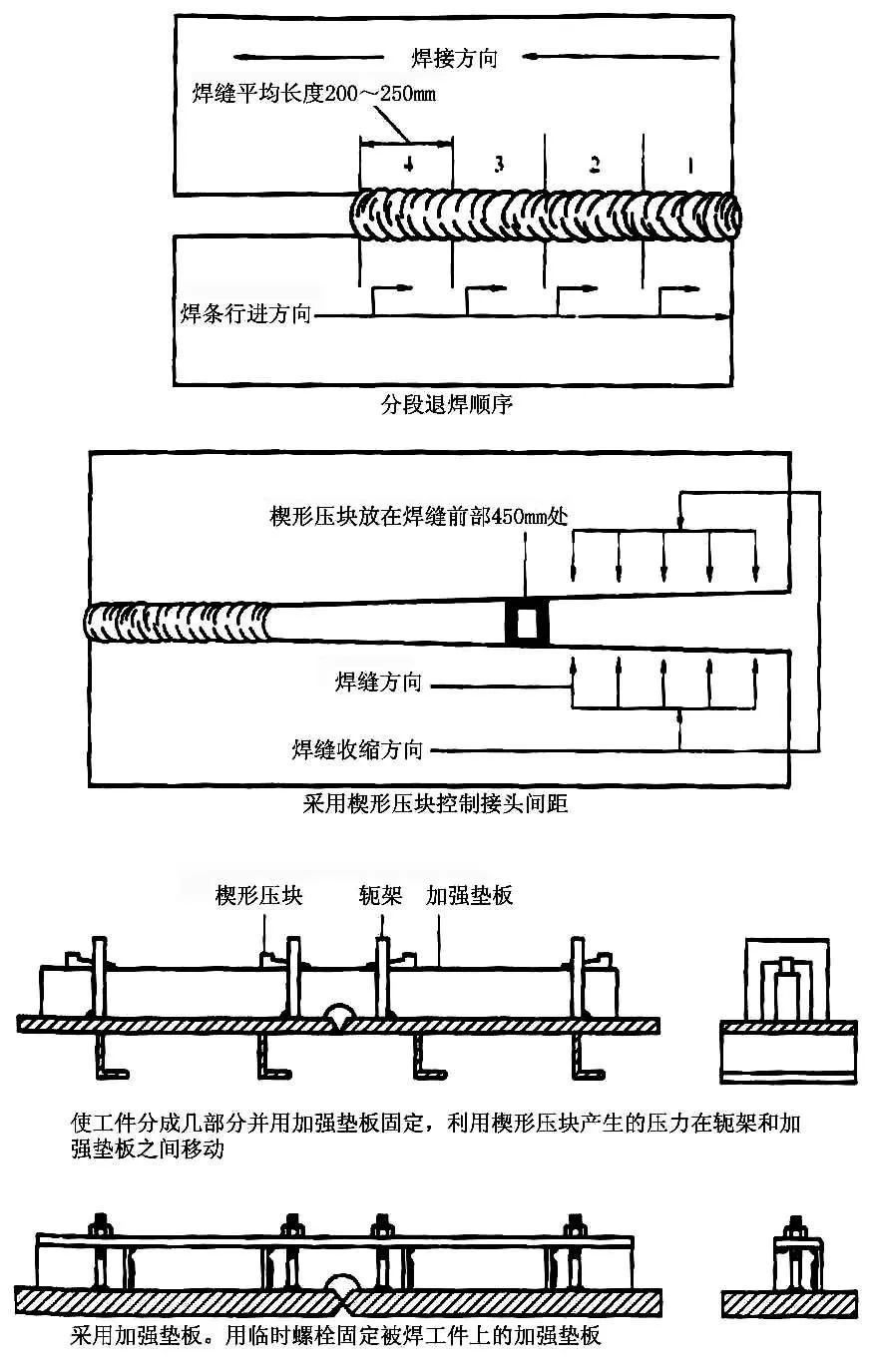
减小焊缝变形的主要步骤如下图所示:
其他的控制附加应力和变形的方法是什么?
①可以采用在焊道每一侧进行多道对接焊缝以减小角变形。
②对于复杂结构应调整结构的焊接位置及顺序,以平衡产生的收缩力,通常应采用对角焊缝结构。
③在较冷的环境中,采用焊前预热对于降低焊接冷却速度并获得良好的接头有一定的作用。但根据美国海军部门的研究表明,焊前预热并不能很有效地减小焊接变形。
④大型焊件焊后进行热处理主要是为了减少残余应力,并防止在机械加工的焊缝表面产生变形。对于一个具有较大残余应力的焊接结构,采用机械加工方法消除焊缝金属可能会导致产生更大的变形。
⑤火焰矫正法,见弯曲与校直。实际应用中经常将两种或更多的控制应力和变形的方法结合应用,以获得良好的应用效果。
0