
12
2025.9
作者
262
阅读量
作为了解螺纹孔的加工是十分有必要的。加工之前我们首先要了解螺纹孔的基本组成,从螺纹的标注中我们可以知道它是由孔径和螺距组成的。在加工前我们要先选好刀具,包括用于加工螺纹底孔的钻头和用于加工相应螺纹所需的丝锥。大家可以点击某宝了解下。
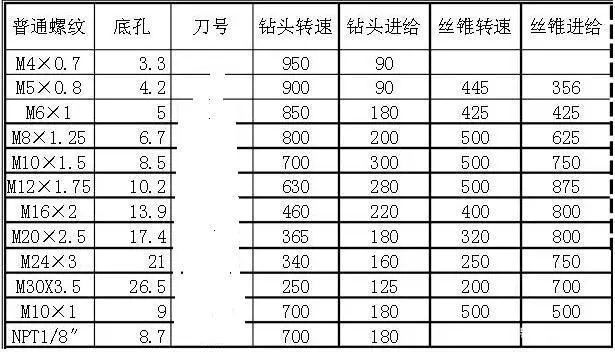
作为初学者,加工螺纹孔之前我们要先知道加工螺纹底孔的大小以及相关切削用量的选择。这里小编给大家列出了一个表格作为加工时的参考。
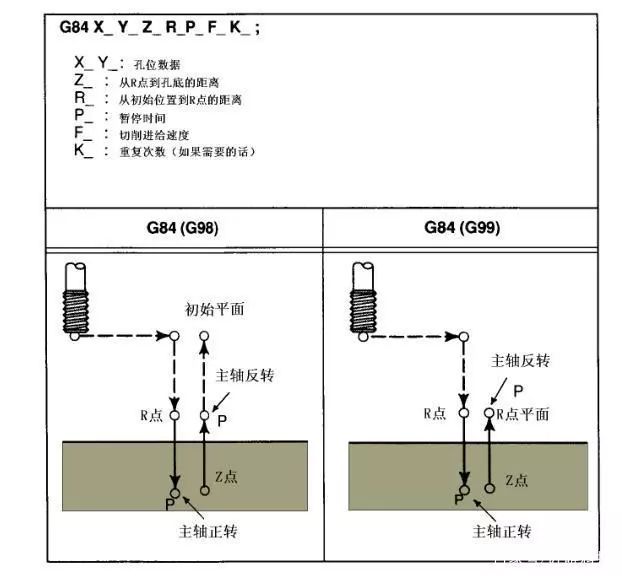
用于攻丝的编程指令为G84,在这个攻丝循环中,当到达孔底时,主轴以反方向旋转。它的格式如下图所示。
现在我们用实例来演示一下螺纹孔的编程加工。
实例:有一300X300厚度30毫米的钢板,在所需位置打上相应的螺纹孔M10。如下图所示。
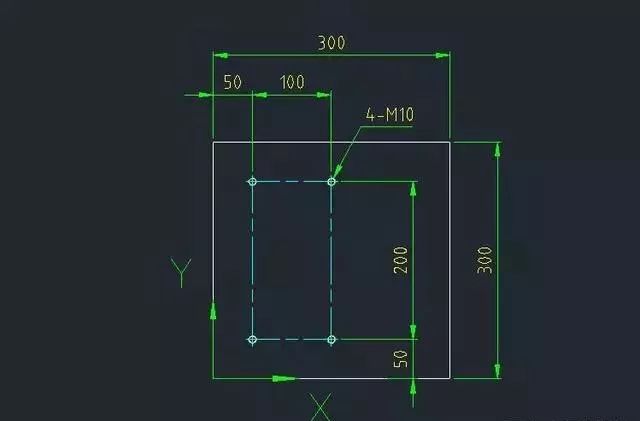
分析:根据加工螺纹孔,我们查表可以知道相关刀具和参数。M10用于底孔加工的钻头为直径9,丝锥为M10*1的机用攻丝锥。
程序:设置刀具T1为钻头9,T2为丝锥M10
G54G90G0X0Y0;(建立坐标系,刀具移位到原点)
G43H1Z50;(建立刀具长度补偿)
G0 X50Y50;(移动到钻孔位置)
M03 S700;(主轴启动)
G99G82Z-35R5P1000F180;(钻第一个孔,抬刀到R点)
Y250;(钻第二个孔,抬刀到R点)
X150;(钻第三个孔,抬刀到R点)
G98Y50(钻第四个孔,抬刀到起始点)
G80;(取消钻孔循环)
G0 Z200 M05;(抬刀,主轴停止)
M06T2;(换刀T2)
G43H2Z50;(建立刀具长度补偿)
G0 X50Y50;(移动到钻孔位置)
M03 S500;(主轴启动)
G90G99G84Z-35R5P600F500;(攻丝第一个孔,抬刀到R点)
Y250;(攻丝第二个孔,抬刀到R点)
X150;(攻丝第三个孔,抬刀到R点)
G98Y50(攻丝第四个孔,抬刀到起始点)
G80;(取消钻孔循环)
G0 Z200 M05;(抬刀,主轴停止)
M30;(程序结束,返回程序起始点)
攻丝过程中比较容易断,建议大家在加工前清理钻孔的毛刺,加个导向的倒角,攻丝过程中添加润滑油效果会比较好