
19
2025.8
作者
250
阅读量
序言
当前大部分铝合金薄壁类零部件在考虑加工变形控制时,多数会选择通过热应力释放的方式来处理变形问题,但是在航空航天领域,有一些航空铝合金薄壁类零件的设计要求不允许做热应力释放,且不允许进行约束测量,如果还是使用常规工艺加工,就容易引起产品在制造过程中出现变形、振颤等问题,导致航空零件的合格率低,表面质量差。本文通过具体的零件加工示例,通过对其结构、加工难点和工艺性进行分析,制定防变形措施[2],讲述不同结构件在不做热应力释放的情况下,如何对易变形的铝合金薄壁类零件进行变形控制。
局部变形结构控制
2.1 零件结构分析
图1所示零件一右上角加强筋较多,不会因加工而导致变形。左下角无加强筋,且零件底部壁厚只有1.6mm,整体原材料去除率达到90%以上。如果直接使用正、反两步的加工方式,在加工完成后,由于材料右上区域的结构较强,而左侧材料被大量去除,会导致左下角和右上角的加工应力大小分布不均,最后使左下侧没有加强筋的薄壁区域变形。
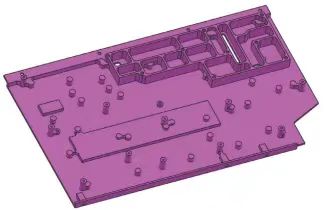
图1 零件一
2.2 加工工艺分析
零件材料为Al6061航空铝合金,具有轻质、强度高、良好的加工性和耐蚀性等性能,但加工变形较大。为了将最终零件加工完成时的变形控制到最小程度,在此之前应将应力释放尽可能控制到最小。但是由于不使用热应力释放,因此需要从整体工艺过程去考虑变形的控制。在精加工时,如果工序设计不合理、装夹方式选择不当,那么均会造成零件振动、弹性变形以及因受力不均而产生内应力变形。为了保证在加工过程中零件不产生变形,工艺上主要从合理的工序设计、防变形装夹设计以及高速切削加工技术三方面进行保证。将工艺调整为:时效前的零件正反面粗加工→自然时效→正反面精加工。考虑到零件本身局部存在加强筋,精加工主要采用侧顶的装夹方式。
2.3 粗加工
在整个开粗过程中,需要从加工工艺的每刀吃刀量、零件受不同外力的干扰程度以及加工过程中对零件产生的不同应力等各个方面去考虑,尽可能减少不可控因素。
(1)夹具处理 装夹前需要对装夹工具进行校准,如虎钳、钳口及夹具工装等保证水平稳定。防止装夹过程中原材料被不平的夹具夹紧后,出现原材料被强制夹紧变形的情况发生。
(2)夹持位 要尽可能减少原材料受外力影响。铝合金原材料在自然状态下使用虎钳钳口装夹,对第一个工步的夹持区域进行首次夹持边缘处理,保证开粗的装夹面前后在自然状态下平行,避免安装时原材料出现强制夹紧变形。
(3)正面开粗余量控制 因为铝合金材料被大量去除后,零件会因内应力导致变形,所以需要预留1.5~3.0mm的变形余量。正面开粗如图2所示。
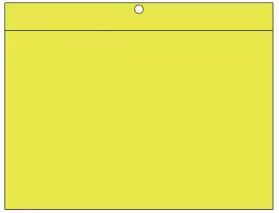
图2 正面开粗(基准A面)
(4)开粗时每刀的吃刀量 由于铝合金材料本身的刚性较弱,因此如果每次的吃刀量太深,加工速度过快,那么将会导致零件的内应力变化过大。选择1.0~2.0mm的小吃刀量可以降低内应力变形,相对于大吃刀量,小吃刀量的切削区域更小,散热更快,受切削加工的热应力影响也越小。
(5)反面开粗余量控制 反面开粗(见图3)时,尽可能保证两面的剩余量相同,均控制在1.5~3.0mm。装夹时同样需要在自然状态下夹持,夹持力度不能太大,力度范围控制在15~20N。
图3 反面开粗
(6)开粗工艺设计 零件属于中间低、前后高的凹字类型薄壁零件,在设计开粗工艺时,需要考虑给之后的精加工预留夹持辅助加强筋(见图4),避免在前后夹持时,中间因为无法受力而导致零件变形。
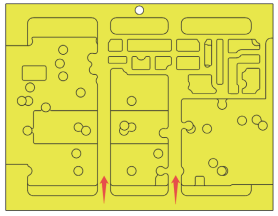
图4 加强筋示意(红色箭头所示)
2.4 自然时效
冬季和夏季的环境温度不同,自然时效后的零件变形也会不一样。根据材料的不同,开粗后的零件可以根据实际情况放置7~14天,在这一过程中将铝合金本身的内应力先释放掉一部分。为了避免冬季环境太冷不利于变形,有时可以根据需要改变零件放置环境,将环境温度控制在25℃以上。
2.5 精加工
在精加工过程,同样要从不同角度去考虑,尽可能减少不可控因素。
(1)刀具选择 在整个精加工过程中,零件剩余量需要通过加工去除,不同区域使用不同的刀具,也会导致产品变形不同,应尽量选择相同的刀具,这样可以使刀具和产品的接触面一致,受热也一致。尽可能不要对同一个连续表面区域选用不同的刀具。
(2)半精加工的夹持方式 使用专用工装装夹,零件在自然状态下放入夹具,通过粗加工预留的2根加强筋,前后采用4个平行块对零件进行侧顶装夹(见图5),同时将零件锁紧螺钉的位置设计在零件的左右两边和2根加强筋位置,锁紧力度不易太大,力度范围控制在15~20N。

图5 侧顶装夹示意
(3)基准A的定位面控制 在自然状态下将零件放入夹具,采用相同装夹方式对零件前后进行侧顶装夹,选择1.0~2.0mm的小吃刀量加工此面,同时加工2个定位孔,为下一个工步的零件定位做准备。正面精加工如图6所示。
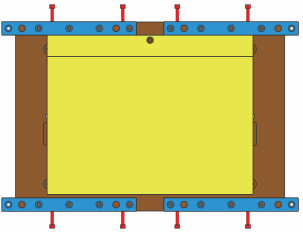
图6 正面精加工(基准A面)
(4)零件的放置 反面精加工如图7所示。通过绿色位置的2个定位孔,将零件自然放置在专用工装上,自然状态下的平面度控制在0.05mm以内,锁紧红色位置的8个螺钉,锁紧螺钉时不能单一螺钉锁死后再去锁下一个螺钉,要使零件各锁紧位置受力均匀。当零件的主要区域加工完毕后,继续加工新增黄色位置的4个压块和2个螺钉锁紧已完成区域,直至结束。
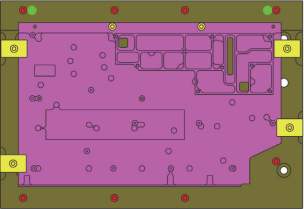
图7 反面精加工
(5)正、反面精加工说明 无论是每刀的吃刀量1.0~2.0mm,还是精加工余量0.2mm,都是为了尽可能减小刀具切削时给零件带来的拉应力,以及刀具和零件之间切削加工时产生的热应力。每一个精加工工步前,都需要对装夹的定位面进行平行度的自然修正,保证零件被锁紧在工装上时,不会因外力而导致零件整体被强制夹紧变形,同时也能保证零件的其他加工区域在加工过程中不受锁紧力的影响。
整体变形结构控制
3.1 零件结构分析
图8所示零件二整体没有一处加强筋,零件整体壁厚1.6mm,整体材料去除率>90%,零件的任何区域都可能会因加工不当而产生变形,采用常规的加工方式很难保证零件不变形。

图8 零件二
3.2 加工工艺分析
零件材料为Al6061航空铝合金,加工变形较大,为了控制零件整体应力变化,同样需要对整体工艺进行优化和设计,对工艺进行拆分,调整为:时效前的零件正反面粗加工→自然时效→正反面精加工。考虑到零件本身整体都可能变形,精加工采用反吊加吸盘装夹方式。精加工前的开粗和自然时效的准备,参考前述“局部变形结构控制”的工艺设计,下面主要讲述精加工工艺设计。
3.3 精加工
在整个精加工过程中,吃刀量、精加工余量、零件的定位面装夹和锁紧方式,都需要在加工前考虑好,避免过多的外力对零件变形造成影响,尽可能减少不可控因素。
(1)定位面处理 因零件整体没有适合的定位面,需要在开粗时预留反吊所需的5个辅助凸台,并在精加工前,在自然状态下对凸台表面进行平行处理,保证零件反吊加工时,不会因螺钉锁紧力而导致应力变形。反吊位置如图9所示。
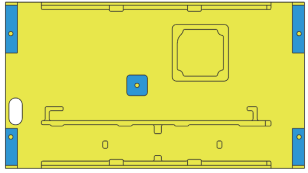
图9 反吊位置示意
(2)反吊装夹 反吊装夹如图10所示,通过待加工零件(黄色)的5个定位面,反向锁紧在专用工装A(半透明蓝色)上,让零件和工装A作为一个组合件B,再将组合件B安装到定位工作台或者另一个相对应的专用工装上。因反吊后零件下表面很多区域腾空,故加工上表面时,每刀吃刀量控制在1.0mm以内,避免吃刀量太深导致零件表面出现振动。同时加工下一个工步所需的2个定位孔。

图10 反吊装夹示意
(3)吸盘装夹 吸盘装夹如图11所示,将零件从反吊工装上拆除,使用吸盘对零件进行装夹。通过绿色位置的2个定位孔将零件自然放入专用夹具,同时将红色位置的6个螺钉自然旋入零件表面,在不锁紧状态下打开吸盘气泵开关,然后再锁紧6个螺钉。当零件主要区域加工完成后,在零件前后新增黄色位置的6个压板压住已完成区域,继续加工至结束。
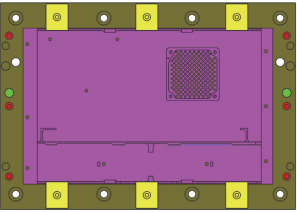
图11 吸盘装夹示意
结束语
铝合金异形薄壁件按照上述工艺方案加工完成后,严格按照图样要求检测,检测结果符合图样要求。
本文通过局部变形和整体变形2个案例,从产品结构、工艺路线、加工参数及装夹方式等方面进行工艺改进,通过粗加工和自然时效提前释放应力,精加工前通过对装夹定位面做自然加工来控制定位面基准精度,加工过程中使用侧顶、反吊和吸盘等装夹方式,有效控制了产品变形。在工艺创新和工艺控制方面,为此类不能使用热应力释放进行处理的航空异形薄壁类零件制造提供了更多的技术参考。