
24
2026.6
作者
5
阅读量
一、两种路线的本质区别
整硬铣刀和可转位铣刀代表了两种不同的刀具策略。整硬铣刀是单件式刀具,切削刃与刀体一体制造,通常由高速钢或硬质合金材料整体成型。可转位铣刀则由钢制刀体和可更换的硬质合金刀片组成,刀片有多个切削刃,一个刃口磨损后可以转位使用,无需重磨整把刀。
这个看似简单的结构差异,在实际应用中会在刚性、精度、成本和适用场景上产生一系列连锁反应。
二、整硬铣刀:精度是底色

整硬铣刀的最大优势是刚性和精度。由于刀体和切削刃是一体结构,没有刀片与刀体之间的装配间隙,刀具系统的整体刚性更高,这对表面光洁度和尺寸精度有直接影响。在需要严格公差控制或高表面质量要求的精加工场景中,整硬铣刀往往是更保险的选择。
在小直径区间(通常到直径16mm为止),整硬铣刀的性价比较为突出。这个尺寸范围也是整硬铣刀的效率优势区——切削深度可以设置得更大,尤其在需要加工较长或较深几何体的场景中。
此外,整硬铣刀的几何形状设计空间更大。拐角圆角铣刀、圆鼻铣刀、开粗专用铣刀等多样化设计,让一支整硬铣刀可以在更复杂的加工内容中胜任。
对于低功率机床或手动机床,部分采用高速钢或粉末冶金材料制成的整硬铣刀是少数能稳定运行的选择。
三、整硬铣刀的局限性
过了直径16mm的门槛,整硬铣刀的成本曲线就开始陡峭起来。大直径的整体硬质合金铣刀不仅仅是贵——切削刃磨损后必须整把更换或修磨,而修磨会导致直径减小,这在需要精确孔径的工序中是一个隐形成本。
另一个不容回避的问题是脆性。整体硬质合金铣刀在加工硬质材料或工艺条件不稳定的情况下容易崩刃甚至断裂。这种失效往往是没有预警的——可能已经对工件造成不可逆的损伤。
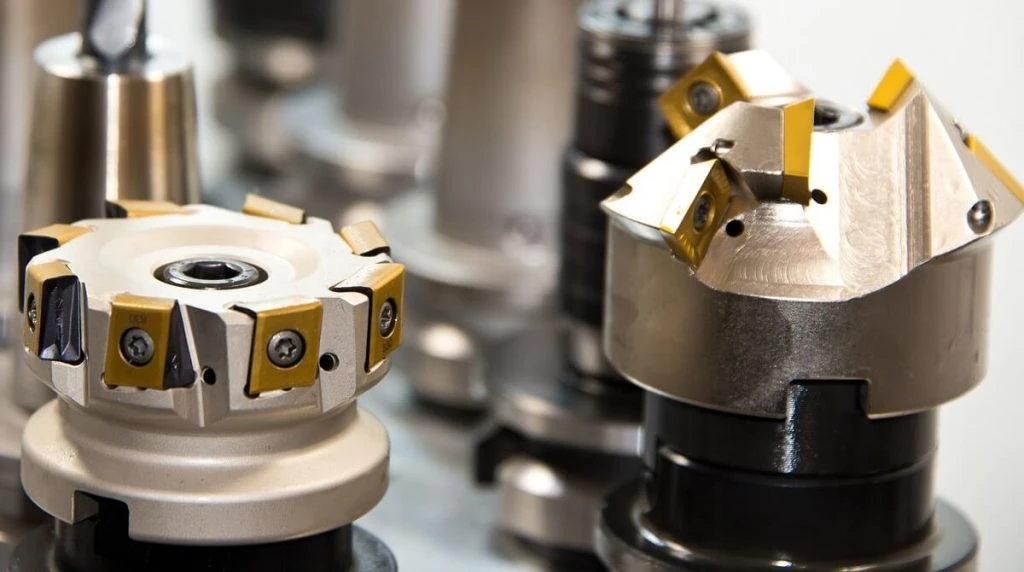
四、可转位铣刀:大直径的性价比答案
可转位铣刀的刀体通常由成本更低的钢材制成,硬质合金部分集中在刀片上。这使得大直径刀具的整体成本大幅下降——不需要为大直径刀体使用昂贵的硬质合金材料。
在直径范围上,可转位面铣刀可以做到直径315mm,这是整硬铣刀在物理和经济上都难以达到的区段。在重切和粗加工场景中,可转位铣刀能承受更大的负载和断续冲击,更适合重型应用。
刀片转位的操作比修磨整硬铣刀快得多——停机时间更短。而且刀片的材质等级可以按需选择,同一个刀体只需更换不同牌号的刀片就能适配不同材料,这在多材料混线加工中有明显的灵活性优势。
五、可转位铣刀的短板
刚性稍逊于整硬刀具,这在一定程度上会影响表面光洁度和精度表现。刀体的制造公差通常比硬质合金刀具宽,精度指标天然较低。直径方面,可转位刀具一般在10mm起步,不适合更小尺寸的加工。低功率机床可能无法稳定驱动更大的可转位铣刀,选型前需要检查切削参数是否匹配机床能力。
六、第三种选择:可换头式铣刀
可换头式铣刀(或称模块化铣刀、可互换头铣刀)试图融合两者的优点。刀体和切削头分离的设计,只更换磨损的头部即可恢复切削性能,降低了刀具消耗成本。同一个刀体可以搭配不同材质的切削头、不同长度的螺纹适配段,在多材料、大悬伸的加工场景中灵活度很高。
七、刀柄配置的一线建议
整硬铣刀的常用刀柄包括ER筒夹刀柄(10微米跳动精度,适合轻型到中型铣削)、立铣刀刀柄(侧锁式,车间最常见)、液压刀柄(3微米精度,减振出色)和热缩刀柄(高夹紧力,适合长悬伸和高速场景)。
可转位铣刀的刀柄选择面有所不同。面铣刀刀柄带有法兰结构,为大直径刀具提供稳定性支撑;螺纹刀柄转接器可以适应长悬伸应用;液压刀柄的减振能力在高速可转位铣削中是一个被低估的加分项。
刀柄选型的核心指标是脱出量、刚性、夹持扭矩和动平衡。高性能夹持方案在速度和精度上有天然优势,但初始投资更高,需要在效率和成本之间做务实的选择。
|
项目 |
整硬铣刀 |
可转位铣刀 |
可换头式铣刀 |
|
最佳直径范围 |
≤16mm |
≥10mm(优势区大直径) |
全范围 |
|
刚性 |
高 |
中低 |
中高 |
|
精度 |
高 |
中 |
中高 |
|
刃口维护 |
修磨或整把更换 |
转位或换刀片 |
更换切削头 |
|
适用工艺 |
精加工、小型腔 |
粗/半精加工、重型 |
多场景 |
|
成本逻辑 |
小直径有优势 |
大直径经济 |
换头减耗 |
选择整硬还是可转位,直径16mm是一条参考分水岭,但最终标准应该是:在满足精度要求的前提下,哪个方案的每孔/每件综合成本更低。可换头式铣刀给了我们第三条路径——当应用场景无法在整硬和可转位之间明晰选型时,它值得进入备选清单。