
22
2026.6
作者
4
阅读量
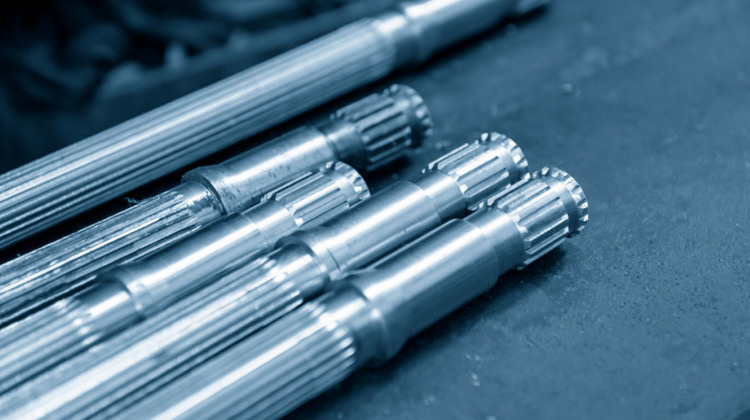
一、花键轴凭什么取代键槽
花键轴与配合件上的对应凹槽啮合,形成的是面接触,不是键槽的点或线接触。接触面积大了,传递的扭矩上限就高了。这是花键轴最直观的力学优势。
但这个优势背后是加工难度的跃升——花键不是一次装夹能完成的车削工序,它需要专门的刀具和特定的相对运动才能成形。

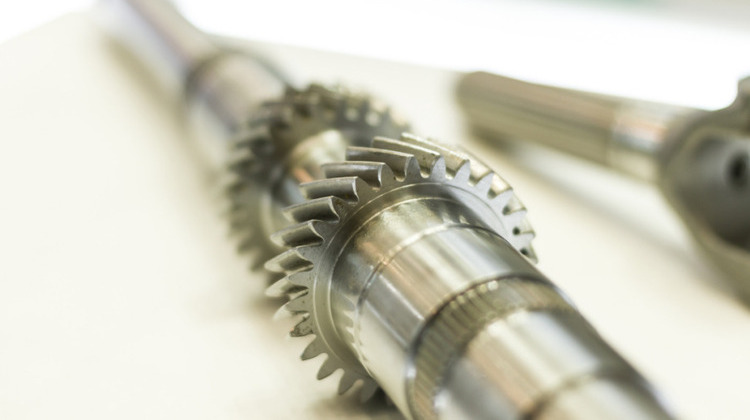
二、花键的核心功能:不止传扭矩
说花键轴就是"传扭矩用的",对,但不完整。它在防旋转方面有独立价值。花键与凹槽互锁后,配合部件之间不会发生相对转动——这对要求同步运动的系统来说,是比传扭矩更根本的需求。角度对应精度是靠齿形保证的,不是靠螺钉紧度。

三、花键轴对比其他轴的六个优势点
花键轴相较于平键轴或普通轴,优势集中在以下方面:
扭矩传递能力更高。互锁的花键提供了更大的接触表面积,面接触替代线接触,扭矩容量上限明显抬升。
角度对中精度更好。啮合的花键约束了径向和周向两个自由度的相对运动,旋转对中精度由齿形决定而不是装配工人的手感。
防旋转。零件之间不会打滑——不是"不容易"打滑,是在正常载荷下不发生相对转动。
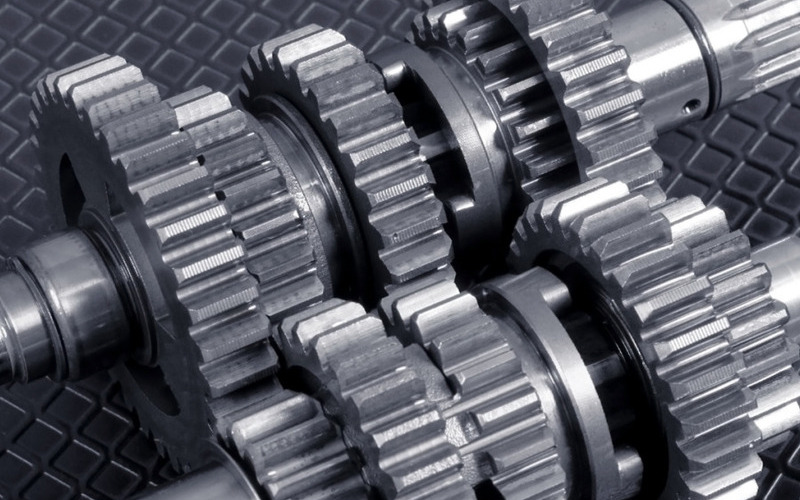
负载分布更均匀。花键上的多个齿同时承载,单齿受力远低于单键,磨损也更均匀。
结构更紧凑。不需要额外设计键槽空间,同等扭矩需求下花键连接可以做得更小巧。
装拆方便。花键轴可以轴向滑入滑出,维护和部件更换的操作门槛比键连接低。
四、花键轴用什么材料做

材料的选择是功能和成本之间的平衡:
不锈钢——耐腐蚀和强度的组合,恶劣工况下的首选。表面非反应性决定了它适合有洁净度要求或接触腐蚀介质的场合。
碳钢——在强度、延展性和可加工性之间取得了实用的折中。成本可控,加工性良好,是工业批量件的最常见选择。复杂花键齿形在碳钢上比在不锈钢上容易成形。
合金钢——铬和钼的加入改变的是性能上限。强度更高,耐磨性更好,对应的是更苛刻的载荷条件和更长的服役周期。
铝合金——轻量化的选择。强度重量比优秀,耐腐蚀性好。延展性允许设计更精细的花键齿形。主要限制是硬度——只能用于中低载荷场景。
此外还有几个细分选项:青铜的耐磨性适合润滑不稳定的工况;黄铜好在加工性和防腐;尼龙和塑料在低扭矩场景下提供降噪优势;钛合金在航空航天中有强度重量比的刚性需求;陶瓷瞄准的是耐热和电绝缘;聚四氟乙烯轴针对的是低摩擦和耐化学腐蚀。
五、花键轴的六大应用场景
汽车传动系统
花键轴最典型的应用在变速箱输出端到驱动轴的连接上。发动机扭矩通过花键传递,对中精度直接决定了整个传动链的振动水平。转向柱也是花键轴的重要阵地——方向盘和转向机之间,不允许有任何角向间隙。
航空旋翼系统
直升机旋翼轴与旋翼毂之间通过花键啮合。这里的可靠性要求是零容忍——连接失效意味着动力传输中断,在旋翼系统上等同于飞行事故。
工业传送与联轴器
传送系统中电机与传送带的连接同步要求花键来保证。流水线上物品的同步移动,表面看是皮带的功劳,背后是花键在保持相位关系。
农业机械PTO
拖拉机动力输出系统(PTO)是花键轴的经典应用——拖拉机动力通过花键轴传递给割草机、收割机等附属设备。频繁的接合和脱开操作对花键的耐磨性提出了特殊要求。
船舶推进
螺旋桨轴与发动机输出端的花键连接,在水下环境中同时承受扭矩和腐蚀。材料选型中不锈钢或青铜的权重会比其他行业更重。
电动工具
电钻中电机与钻夹头之间就是一段花键轴。扭矩传输要求不算高,但对装配效率和批量化精度很敏感。
六、花键的加工工艺路线
花键加工有几种主流方式:
滚切——用滚刀在轴外圆上滚出花键,效率高、一致性好,适合大批量外花键。
插齿——在齿形插齿机上用成形刀具逐个齿槽插削,适合内花键和大型件。
拉削——拉刀上的各刀齿依次参与切削,一次走刀完成全部齿形。精度高但刀具成本高,适合大批量内花键。
冷挤压——通过滚轮在轴表面挤压成形的无屑工艺,表面强度高于切削法,但对材料塑性和机床功率有门槛。
七、维护:润滑比清洁更难做对
花键轴的维护重点在两个环节:保持清洁和正确润滑。
清洁的难点不在操作本身,而在于容易被忽略。花键齿槽内的污垢和碎屑累积到一定程度,会成为磨粒,加速齿面磨损。定期用软刷或压缩空气清理是低成本的预防措施。深度清洁时溶剂或温和清洗剂有效果,但清洗后必须彻底干燥——湿气是腐蚀的开端。
润滑的难点在于"分寸"。润滑油品要与轴材和应用环境匹配,润滑频率要形成规律。过量润滑反而吸附灰尘,适得其反。润滑剂分布不均则导致局部磨损加速。
花键的精度在齿形上,寿命在润滑里。一把拉刀的成本看齿形复杂度,一根花键轴的寿命看有多少次润滑被认真执行过。