
13
2026.6
作者
7
阅读量
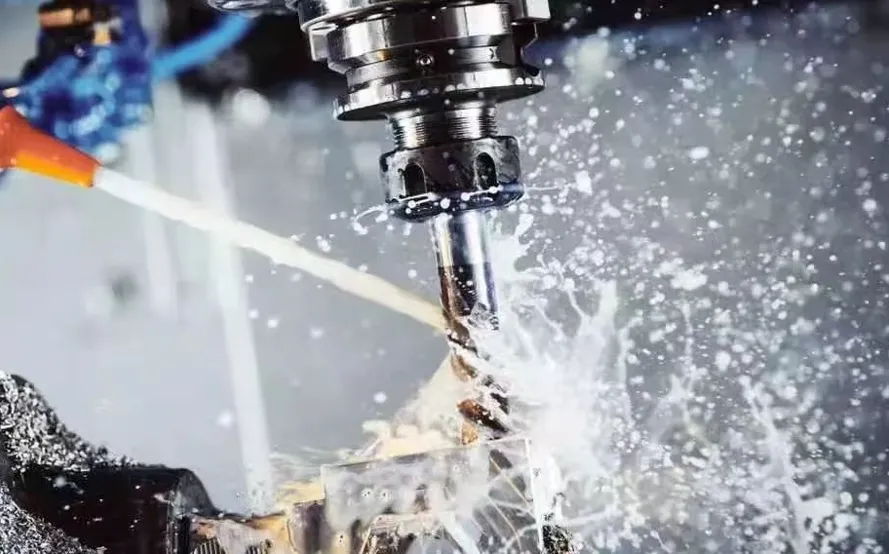
冷却液(切削液)在机加工里的作用,远不止"降温"这么简单。
好的切削液,要同时承担冷却、润滑、排屑、防锈四件事。一旦状态失控,刀具寿命、表面质量、甚至操作人员的健康都会跟着出问题。

一、冷却液的基本构成
大多数机加工现场用的是水溶性切削液——由基础油、乳化剂和各类添加剂调配而成,使用前需要按要求兑水稀释。
不同配方的切削液,工作浓度范围不同,这直接决定了它的冷却能力、润滑性能和防锈周期。选型时要结合加工材料、工况和机床类型来定,不是越贵越好。
二、浓度控制是核心
冷却液好不好用,浓度是第一指标。
浓度偏低,润滑和防锈能力会快速下降;浓度偏高,则容易起泡、发粘,甚至引起皮肤刺激。用手持折光仪定期检测浓度,是车间里最基础也最有效的管控手段。
一般来说,每周至少测一次浓度,发现偏离要及时补水或补浓缩液。不要等"感觉不对"才去测——那时候冷却液的状态往往已经垮了。
三、维护不到位的风险
冷却液一旦"变质",问题会连锁出现:
加工性能下降——散热不足导致切削区温度升高,刀具磨损加快,加工稳定性变差。
机床锈蚀——细菌和污染物积累后,冷却液对机床铸铁件的保护能力减弱,导轨、工作台面开始出现锈点。
微生物繁殖——停滞或污染的冷却液是细菌和真菌的温床,会产生生物膜堵塞过滤系统,同时带来明显的异味。
健康风险——被污染的冷却液雾化后,操作人员长期吸入可能引发呼吸道不适,皮肤接触也会导致刺激。
四、换液周期怎么定?
没有统一答案,取决于机床负荷、加工量、工件材料类型,以及冷却液的配方本身。
一般来说,满12个月做一次完整的系统清洗和换液,是多数车间的做法。换液前24到48小时,建议先循环系统清洗剂,把管道、水箱里的细菌和油泥先处理一遍,再排空旧液——这样新液进去后,才不容易被残余污染快速拖垮。

五、调配冷却液的正确方法
水溶性切削液(乳化液或半合成)调配时,一定要把浓缩液慢慢加入水里,而不是反过来把水倒进浓缩液里。
这个顺序很关键。如果操作反了,会发生"乳液类型转变",直接导致工作液不稳定,槽液寿命缩短,锈蚀风险也会升高。
条件允许的话,用自动混配装置来完成调配,浓度更准确,也避免了人工操作误差。
六、冷却液有异味怎么办?
水溶性切削液发臭,最常见的原因是细菌繁殖。典型气味被形容成"臭鸡蛋味"或"周一早上的味道"——因为周末停工两天,静止的冷却液最容易滋生细菌。
异味通常和以下几个因素有关:
- 切削液类型选错了(不匹配合金或工况)
- 浓度控制不到位,长期偏低
- 管理粗放,浮油和铁屑长期不清理
- 系统长期没有做杀菌处理
轻度到中度的细菌感染,可以通过投加合适的杀菌剂来控制,但更根本的做法,是在换液时用系统清洗剂把整个循环系统彻底处理一遍。

七、冷却液起泡怎么处理?
泡沫问题通常分两类原因:
机械原因——过滤器堵塞、液位过低导致吸气、流体被剧烈搅动,都会引入空气形成泡沫。
化学原因——浓度超出推荐范围、水质不匹配(硬水地区要特别注意)、某些机床的高压喷淋系统也会助长起泡。
处理泡沫,先用消泡剂应急,同时排查具体是机械原因还是化学原因,针对性解决,否则泡沫问题会反复出现。
八、浮油怎么去除?
导轨油、液压油泄漏后会浮在冷却液表面,阻断氧气进入液体,给细菌繁殖创造条件,同时也会缩短冷却液寿命。
如果浮油被搅进冷却液里(乳化),还会增加油雾,进一步影响刀具寿命和表面质量。
除浮油最常用的是撇油器——利用亲油疏水的带状或盘状材料,把浮油吸附带走,操作简单,效果也稳定。

九、废冷却液怎么处理?
废切削液属于工业危险废物,处理必须合规。
比较常见的做法:
- 先尽量过滤回收——用真空过滤设备把废液里的浮油和固体杂质先分离,部分液体可以重新利用
- 联系有资质的危废处理单位转运处置,不要擅自排放
- 处置时要提供废物转移联单,这是环保合规的硬性要求
不同地区的环保要求会有差异,处理前建议先咨询当地环保部门,按规范走流程。