
2
2026.6
作者
17
阅读量
钻头、扩孔钻、铰刀、丝锥四类刀具均以孔为加工对象,但各自的工艺边界不可混淆。一个长期被忽视的现实是:国内大量中小加工企业习惯性地跳过扩孔环节,试图用一把钻头加一把铰刀走完全程——省了一道工序,换来的是孔径超差、圆柱度不达标、刀具异常损耗三笔隐性成本。
ISO/TC 29下属SC 2(孔加工刀具分技术委员会)所辖标准体系,正是将这四类刀具的尺寸、公差、材料和试验方法逐一固化,把分散的加工经验转化为可追溯、可验证的工程规范。
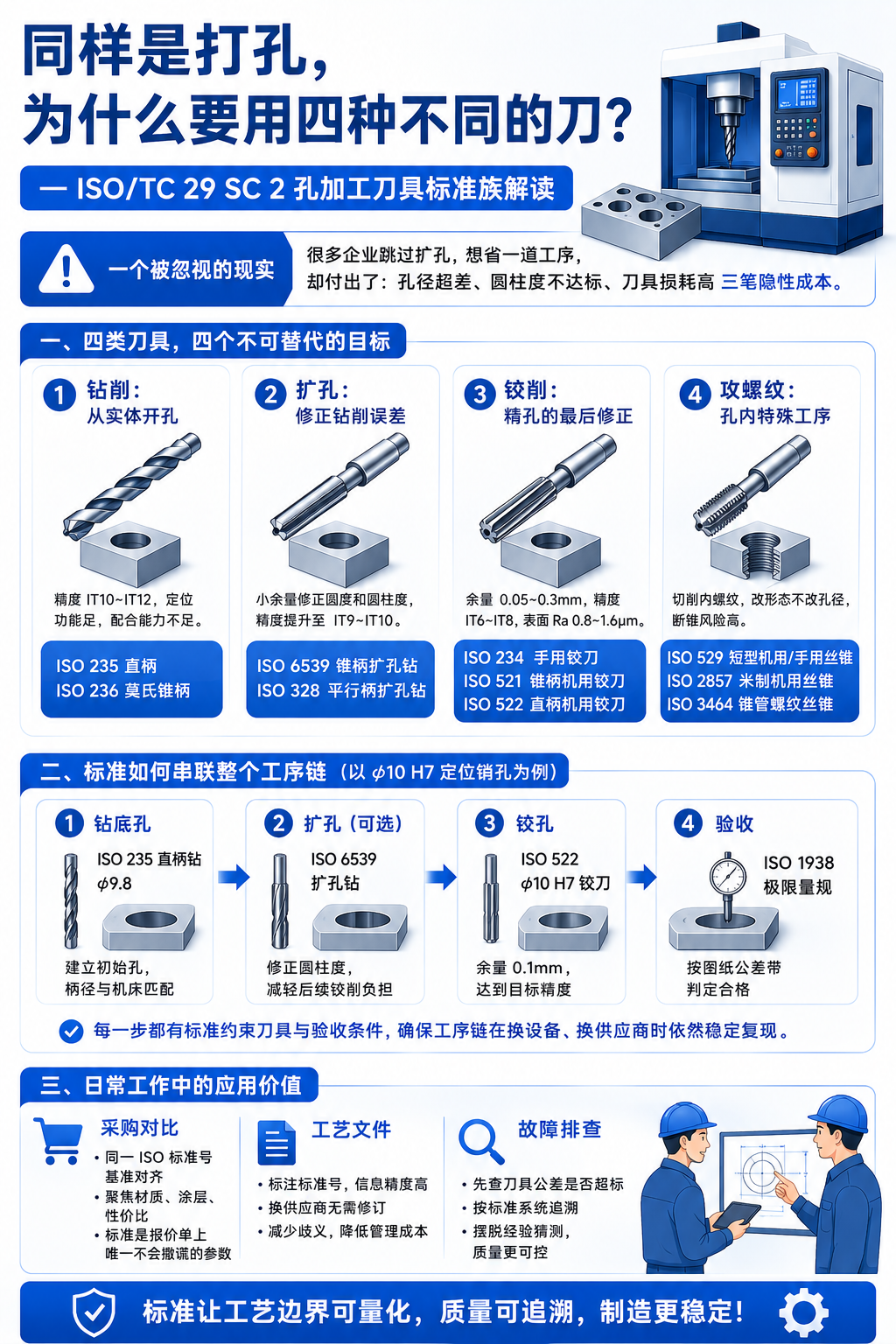
一、四类刀具,四个不可替代的加工目标
钻削
麻花钻承担在实体材料上建立初始孔的任务。加工精度仅IT10~IT12级,可定位但不足以配合。同一ISO标准号下的钻头具有互换性——ISO 235(直柄麻花钻)和ISO 236(莫氏锥柄麻花钻)通过规定柄径、总长和切削刃径公差带,从标准层面保障了全球互换。但国内钻头市场长期存在非标参数冒充标准规格的现象,采购端若不核对其ISO标准号对应的具体公差,极易引入系统性加工偏差。
扩孔
钻削产生的孔,圆柱度存在天然缺陷。扩孔钻以较小余量修正钻孔,精度提升至IT9~IT10级。ISO 6539(锥柄扩孔钻)和ISO 328(平行柄扩孔钻)规定型式和主要尺寸。值得关注的是,扩孔恰恰是实际生产中被压缩最多的工序——交期和成本双重挤压下,工艺工程师常被追问"扩孔能不能省"。有时确实可以,但代价是后续铰刀承担更大修正量,直接推高刀具消耗和孔径离散度。
铰削
铰刀以0.05~0.3毫米极薄余量完成孔径最终修正,精度推至IT6~IT8级,表面粗糙度Ra 0.8~1.6微米。轴承座孔、定位销孔等有配合要求的位置,铰削不可省略。ISO 234、ISO 521、ISO 522分别覆盖手用铰刀、锥柄机用铰刀和直柄机用铰刀。图纸标注"H7/h6",三家供应商的铰刀为什么加工结果一致?靠的就是这套标准对刀具公差带的统一约束。反过来,铰刀制造公差一旦失控,再稳定的机床也复现不了合格孔径。
攻螺纹
丝锥在预制孔内切削内螺纹,是唯一改几何形态不改孔径的工序。丝锥断裂是车间后果最严重的刀具事故——断锥取出耗时、工件报废风险高。ISO 529(短型机用和手用丝锥)、ISO 2857(米制机用丝锥)、ISO 3464(锥管螺纹丝锥)覆盖绝大多数工业攻螺纹场景。不同品牌丝锥在涂层、槽型和材料上差异显著,但ISO标准确保了接口尺寸和螺纹精度的基准对齐——这是更换供应商时生产线不停摆的底线。
二、标准如何串联整个工序链
以φ10 H7定位销孔为例,标准贯穿全部工序节点:
第一步钻底孔:依据ISO 235 选用φ9.8直柄麻花钻,柄径与机床夹持系统匹配
第二步扩孔:余量较大时采用ISO 6539 锥柄扩孔钻走一刀,提升圆柱度为后续铰削减负
第三步铰孔:依据ISO 522 选用φ10 H7机用铰刀,切削余量0.1毫米,按工艺规范设定进给和转速
第四步验收:极限量规检测孔径,判定依据来于图纸公差带和ISO 1938
每道工序都有标准约束刀具的几何参数,也有方法标准规定验收条件。标准的产业价值不在于增加采购复杂度,而在于确保工序链在设备更新、供应商切换时维持工艺能力的可复现性。
三、日常工作中的应用场景
采购对比:
同一ISO标准号的刀具,不同品牌在几何参数和公差上基准对齐,采购端可直接聚焦于材质、涂层和性价比对比,无需操心安装接口兼容性。多家供应商竞标同一产线时,标准是报价单上唯一不会撒谎的参数。
工艺文件:
工艺卡标注"ISO 235 φ10 直柄麻花钻",信息精度远超"10mm麻花钻"。供应商从A厂换到B厂,工艺文件无需修订,生产指令不出歧义。信息精度即管理成本——每少一个标准引用,就多一个日后扯皮的可能。
故障排查:
铰孔孔径偏大时,先查铰刀公差是否超出ISO 522范围。标准兜底的排查逻辑,将故障分析从经验猜测升级为有据可查的系统追溯。脱离标准谈质量,只能靠"手感"兜底——手感是最不可靠的品控手段。
四、结语
钻、扩、铰、攻四类刀具的分工,背后是SC 2对孔加工工序链的体系化定义。掌握这套分类,不仅意味着知道"哪种刀具承担哪段工序",更是建立起从图纸公差反推工序设计和刀具选型的结构化思维。当质量标准可追溯、工艺边界可量化,孔加工的合格率就不再依赖操作者的手感,而是建立在可复现的工程基础之上。
下期将深入解析ISO 235——直柄麻花钻的尺寸密码:柄型分类、系列划分、公差带设计,以及采购图纸上那组数字背后的工程逻辑。