
25
2026.5
作者
20
阅读量
自动化精密加工不断普及,市场对机床加工精度、精度稳定性的标准持续提升。机床运行时受内外热源作用,各构件产生不同幅度热变形,打乱刀具与工件相对运动位置,直接造成加工精度下降。
机床预热耗时较长,也会压缩设备有效生产时长。数控加工依靠预设程序控制尺寸,热变形带来的精度影响会表现得更加明显。
一、机床热变形主要成因
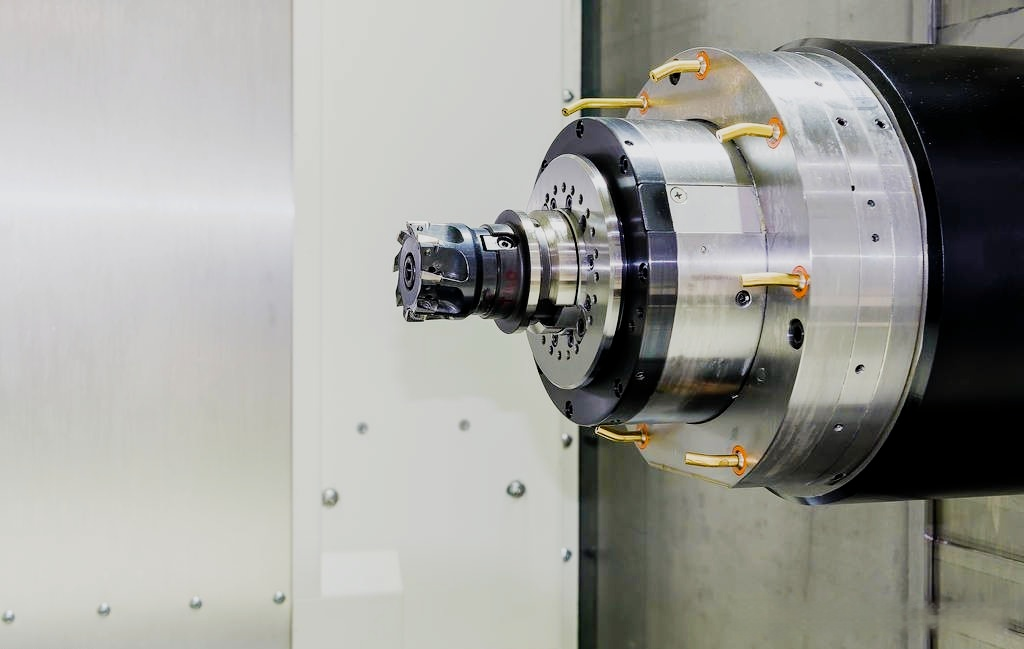
机床热源包含加工切屑、驱动电机、液压组件、传动摩擦部件,同时也会受到外界环境热辐射影响。设备各零部件材质、结构造型、尺寸规格存在差异,受热后形变幅度各不相同,多重因素共同造成机床整体热变形。
二、减少设备内部发热源
内部产热是热变形的核心诱因,优先将发热部件与机床主体分隔布设。电机、变速箱、液压油箱等组件,大多采用外置安装形式。无法拆分的主轴轴承、丝杠导轨等结构,优化摩擦配合状态,完善润滑体系,以此减少摩擦生热。主轴作为精度核心部件,选用精密轴承搭配油雾润滑,也可采用静压轴承降低温升,主轴箱内部尽量少装配高发热摩擦配件。
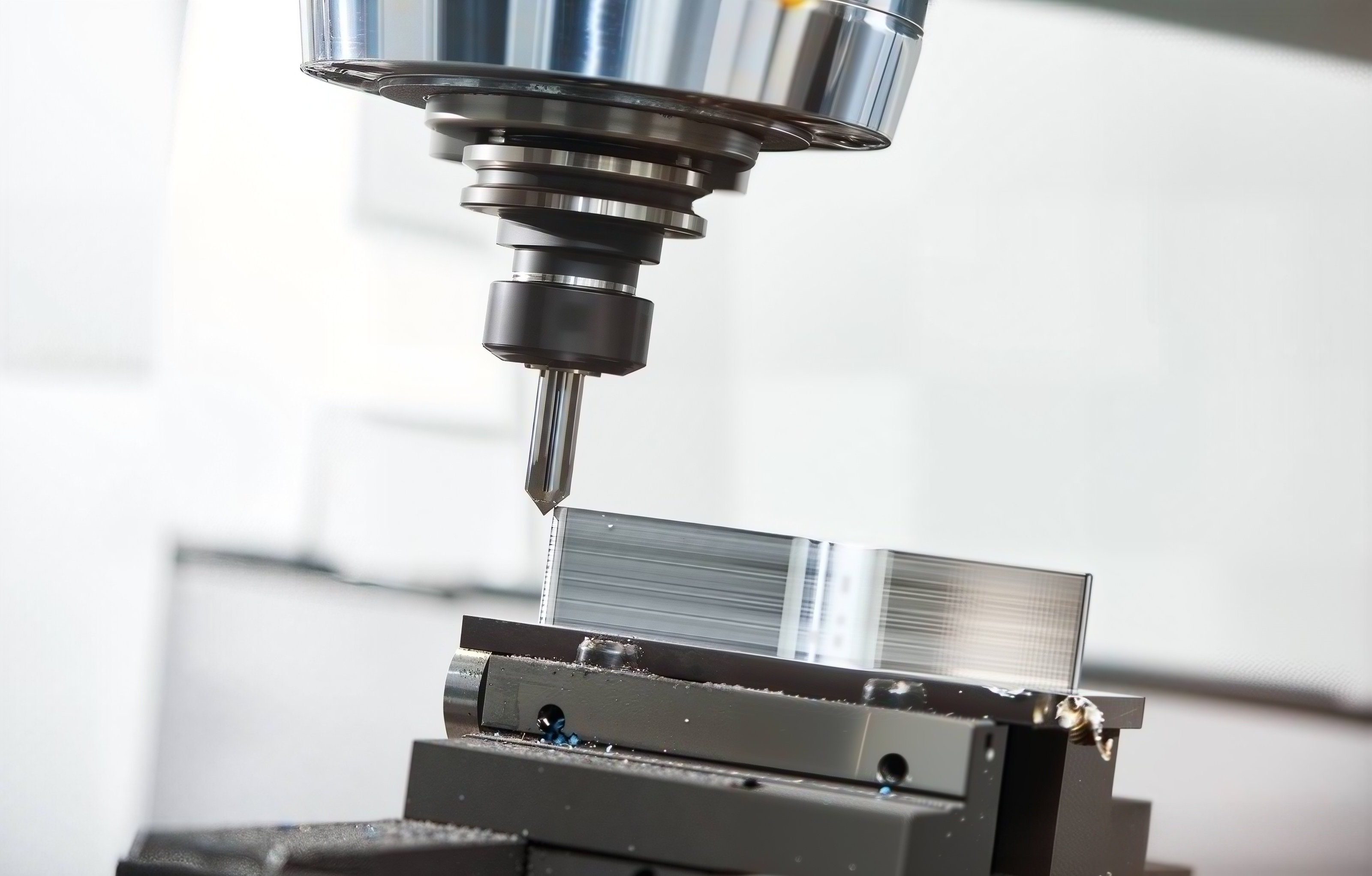
加工产生的切屑携带大量热量,设备配备完整排屑结构,快速带走碎屑热量;工作台与导轨加装隔热板材,隔绝热量传导。切削液循环使用过程会累积温度,精密机床管控液体温度,缩短输送路径,减少局部受热升温。润滑油、液压油运行中会形成次生热源,油池尽量外置安装;液压系统选用变量泵,减少溢流损耗产生的多余热量。
三、管控设备整体温升
完全消除内外热源存在较大难度,借助散热、冷却方式抑制温升,削弱形变带来的影响。发热重点区域采用强制冷却工艺,多轴精密机床搭配制冷设备管控润滑液温度。冷却功率按需调节,避免机身温度低于环境温度,防止设备凝水锈蚀。也可对低温区域适度加热,均衡整机温度场,缩小构件温差,降低翘曲变形概率。大型机床提前预热,缩减待机升温时间,提升生产运转效率。
四、优化机床本体结构设计
同等受热条件下,机身结构样式对变形程度影响显著。热对称结构形变可控性更强,双立柱结构受热后形变偏移幅度更小,少量位移可通过坐标补偿修正。数控车床主轴箱优化布局,让热形变朝着切削垂直方向偏移,弱化尺寸偏差影响;缩小主轴中心与箱体底面间距,控制整体变形量。
滚珠丝杠高速运转易发热伸长,会直接影响定位精度。采用预拉伸工艺加工装配丝杠,利用内部应力抵消受热伸长量,同时提升丝杠结构刚性。
针对各类优化手段依旧无法规避的细微热变形,可依托数控系统采集形变数据,通过补偿修正指令,抵消精度偏差。