
23
2026.5
作者
26
阅读量
金属铣削加工过程中,毛刺是普遍存在的加工缺陷。工件棱边、孔口、轮廓处的毛刺,不仅会降低零件的尺寸精度与表面质量,影响后续装配使用,还会额外增加去毛刺工序的人力与时间成本。若毛刺清理不彻底,甚至可能导致工件报废、设备运行故障。因此,掌握毛刺成因、主动控制毛刺生成,是提升铣削加工质量的关键。

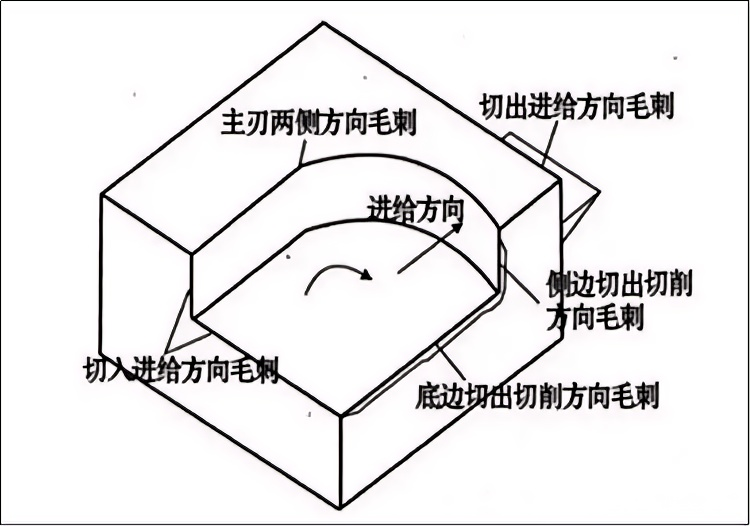
一、端铣加工毛刺的常见类型
依据铣削切削刃的运动轨迹,端铣加工产生的毛刺主要分为五类:主刃两侧毛刺、侧边切出方向毛刺、底边切出方向毛刺、切入进给方向毛刺、切出进给方向毛刺。其中,底边切出切削方向毛刺尺寸偏大、清理难度最高,是加工中重点管控的缺陷类型。
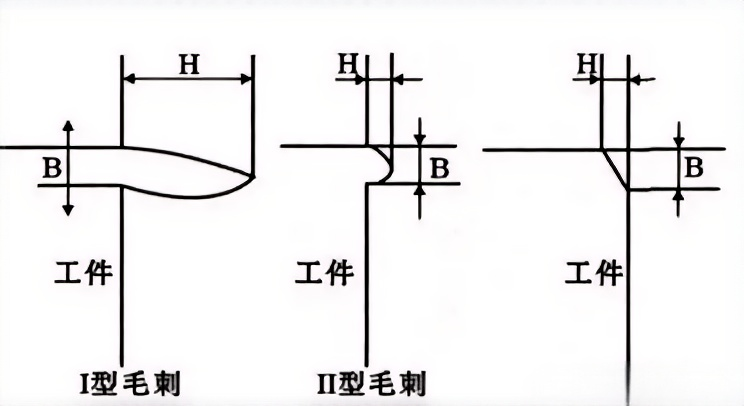
根据形态与尺寸差异,底边切出毛刺可细化为三类:I型毛刺尺寸大、清理成本高;II型毛刺体积微小,可按需免清理或简易去除;III型为负毛刺,属于工件棱边亏缺缺陷,需针对性修正。
二、端铣毛刺生成的核心影响因素
毛刺的形成是材料塑性变形的综合结果,受工件材质、刀具状态、切削参数、走刀轨迹、加工环境等多重因素共同影响,各因素的作用效果存在明显差异。
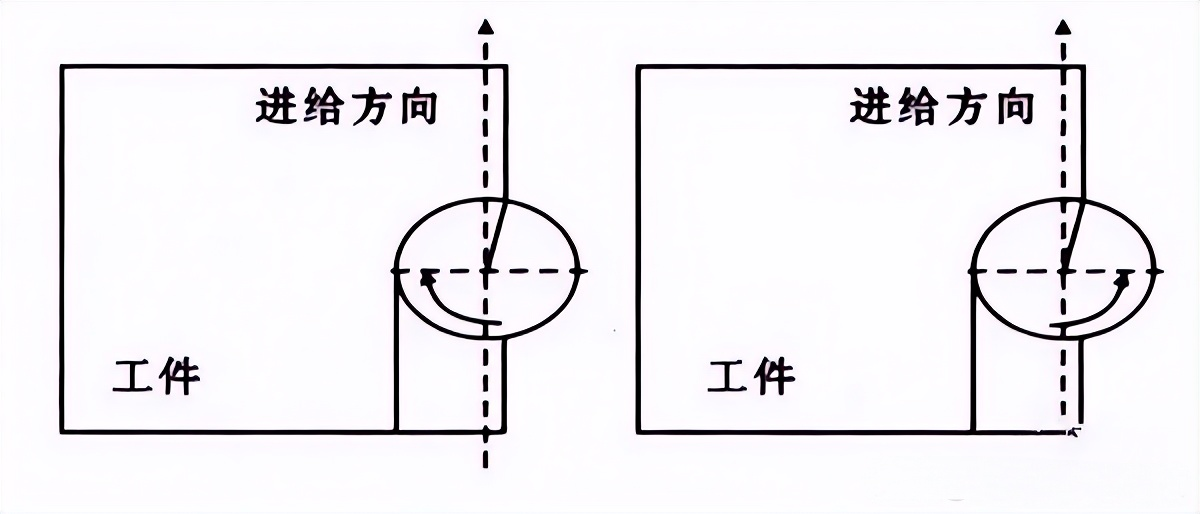
1. 刀具切入与退出状态
刀具旋出工件时的材料挤压变形更明显,生成的毛刺尺寸远大于刀具旋入阶段。常规工况下,刀具退出端易产生难清理的I型毛刺,刀具切入端多形成微小的II型毛刺。
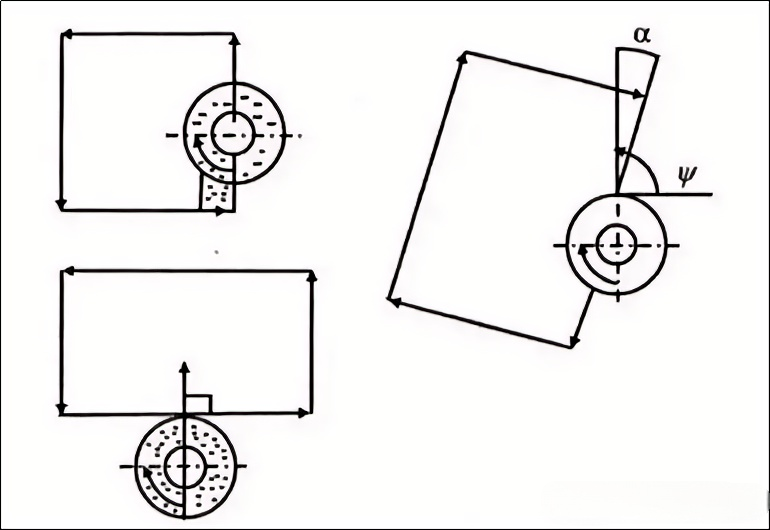
2. 平面切出角参数
平面切出角是影响毛刺形态的关键参数,指切削刃旋出工件时,切削速度合成方向与工件终端面的夹角。
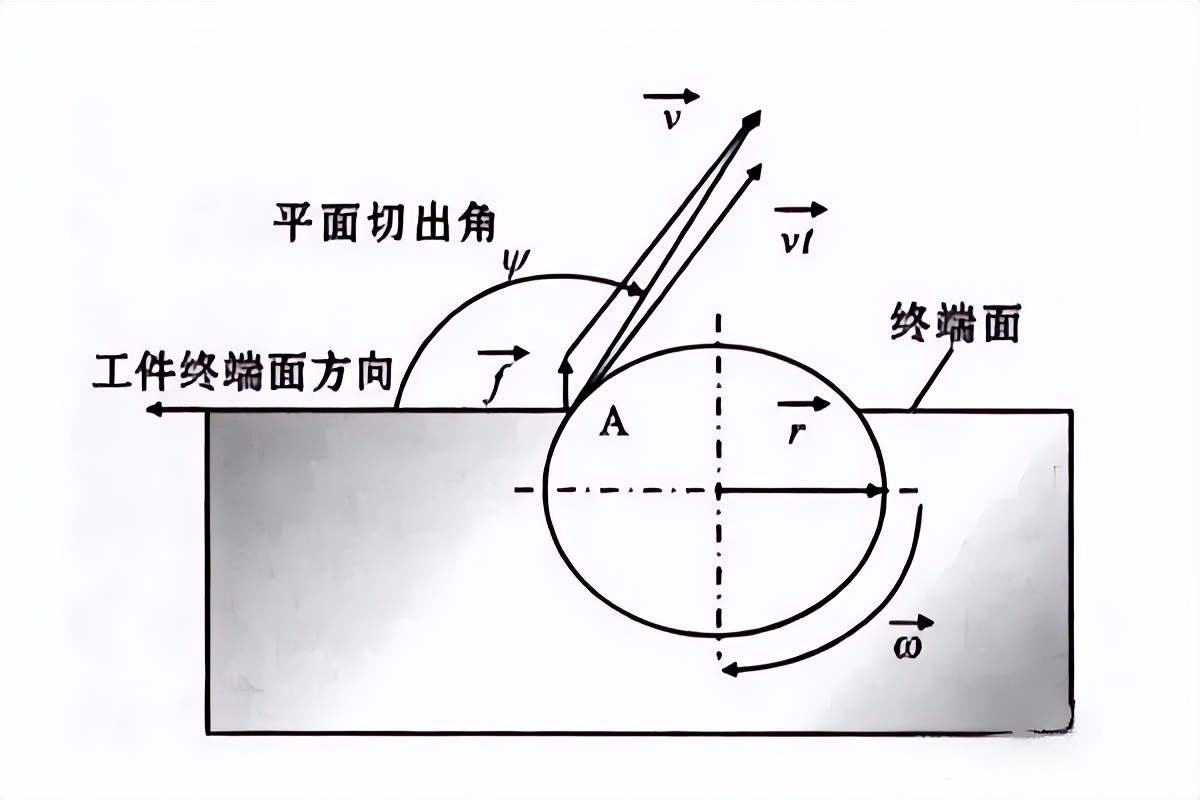
角度越大,生成大尺寸毛刺的概率越高,毛刺向小型化转变的临界切削深度也越大。
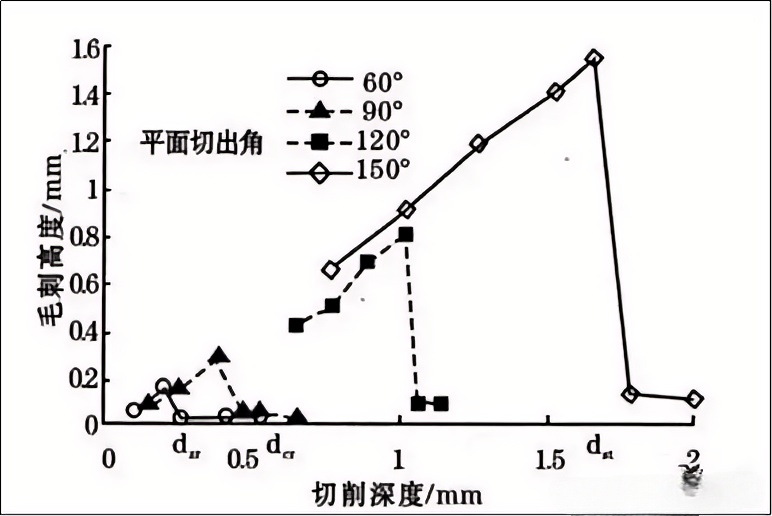
合理调整进给速度与进给方向,可减小平面切出角,提升工件终端面支撑刚度,有效抑制大型毛刺的产生。
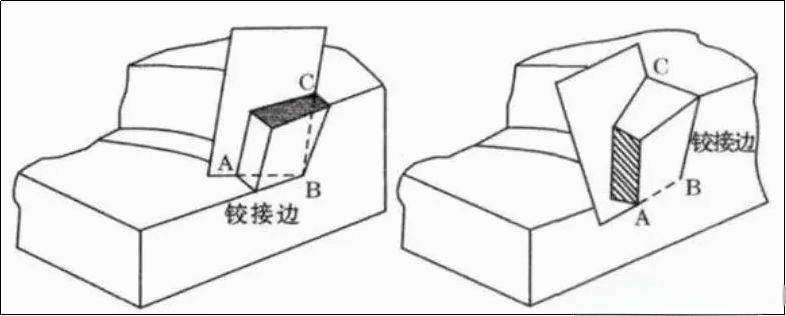
3. 刀尖退出顺序(EOS)
铣削过程中,刀尖、主切削刃、副切削刃的退出顺序,直接决定毛刺尺寸大小。不同退出顺序会改变切屑的铰接位置与剥离方式,进而形成尺寸差异显著的毛刺结构。同时,塑性材料相较于脆性材料,更易生成大尺寸毛刺。
4. 其他辅助影响因素
工件塑性越好,越容易产生大型毛刺;脆性材料在大进给、大切出角工况下,易出现负毛刺缺陷;工件终端面夹角大于直角时,结构刚度更高,可抑制毛刺生成;充足的切削液能减少刀具磨损,弱化毛刺生成条件;刀具磨损后刀尖圆弧变大,会大幅增加毛刺产生概率。
三、铣削毛刺的全程控制与改善方法
1. 优化工件结构设计
工件的棱边结构、轮廓形态直接影响毛刺生成情况。在产品设计阶段,优化棱边角度、改进异形结构,提升加工部位的结构刚度,可从源头减少毛刺的产生。
2. 合理规划加工工序
加工顺序直接决定毛刺的位置与尺寸。例如优先铣平面、后钻孔,可避免孔周产生大型切出毛刺;先加工平面、后加工凹轮廓,能有效缩小轮廓毛刺尺寸,大幅降低后续去毛刺工作量。
3. 规避刀具直接退出工件
刀具退出是大型切出毛刺产生的核心原因。实际加工中,可优化走刀逻辑,尽量减少刀具直接旋出工件的工况,优先采用切入式收尾加工,从工艺上减少毛刺生成。
4. 优化刀具走刀路线
传统之字形走刀易在切出位置产生集中毛刺。通过优化走刀轨迹,微调铣削宽度、转速与进给参数,改变平面切出角,可规避I型大型毛刺的生成。虽走刀路径略有延长,但可省去大量后续去毛刺工序,综合加工效率更高。
5. 匹配最优铣削参数
结合工件材质与刀具性能,合理设定每齿进给量、铣削深度、切削宽度,搭配适配的刀具几何角度,平衡加工效率与毛刺控制效果,最大限度缩小毛刺尺寸。

四、总结
铣削毛刺的生成是工艺、结构、参数、刀具等多因素共同作用的结果。想要高效控制毛刺,不能依赖事后清理,需从产品设计、工序规划、走刀策略、切削参数等全流程优化,主动抑制毛刺生成,既能提升工件加工精度与外观质量,又能有效降低生产成本、缩短生产周期。