
16
2026.5
作者
21
阅读量
一、摆线铣削的基本原理
摆线铣削是一种先进的铣削加工技术,核心目标是实现较高的材料去除率并延长刀具使用寿命。加工过程中,圆形铣刀做直径持续变化的圆周运动,形成类似摆线或螺旋状的运动轨迹。机械加工人员常利用该技术加工直径大于切削刀具本身直径的槽或孔。
下文将详细探讨摆线铣削的技术优势,分析不同材料和机床条件下的应用要点,以及刀具选型建议。

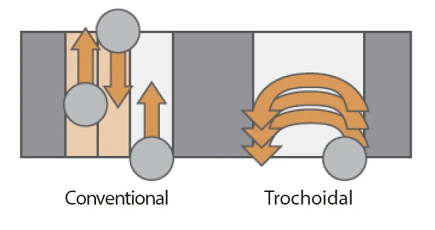
1. 摆线铣削与传统铣削的区别
传统铣削加工中,刀具沿直线或曲线路径运动,刀具与工件之间保持连续接触。这种持续接触会加剧刀具磨损,同时产生大量切削热,对加工过程产生不利影响,缩短刀具使用寿命。
摆线铣削则采用一系列半径不同的圆弧圆周运动,刀具轨迹以螺旋方式推进,实现刀具与材料之间的间歇接触。这种间歇啮合方式有效减少了切削热的产生,降低了刀具负荷,从而延长刀具寿命,允许采用更高的切削速度。该技术可实现大轴向深度切削,同时保持较小的径向切削深度。
二、摆线铣削的技术优势
1. 材料去除效率提升
通过优化刀具走刀路径,减少刀具与材料的接触时间,可实现更快的切削速度,缩短加工周期,提高生产效率。
2. 刀具寿命延长
刀具与工件间歇接触,减少切削热产生,有助于降低刀具磨损速率,延长刀具使用寿命,降低刀具使用成本。
3. 排屑性能改善
刀具的螺旋运动有助于切屑的有效排出,避免切屑被反复切削,减少切屑相关问题的发生概率。
4. 表面质量提高
由于刀具与工件的接触时间减少,可获得更好的表面光洁度,提升零件加工质量。
5. 切削力降低
间歇切削作用降低了切削力,在同等加工要求下可选用功率更小的机床,仍能实现较高的材料去除率。
6. 成本经济性
摆线铣削可产生大于刀体本身的切削直径,因此可使用同一把刀具加工不同尺寸的孔,减少为加工不同孔径而采购多种刀具的成本。
7. 适配低功率机床
由于铣削过程中利用了整个切削刃长度,切削力相应减小,摆线铣削可在总功率较低的机床上实现较高的金属去除率。
摆线铣削在要求高金属去除率的粗加工工序中优势尤为明显,广泛应用于航空航天部件、汽车零部件、模具制造等行业,这些领域对高效铣削有较高要求。
三、不同材料的适用性分析
摆线铣削可应用于多种材料,包括金属和非金属材料。但其适用性和有效性会因具体材料特性而有所差异,以下针对不同材质类型说明注意事项:
1. 金属材料
摆线铣削常用于加工各类金属,包括钢、不锈钢、铝、钛等。该技术特别适用于切削力较大或排屑不畅的材料加工,有助于降低切削力,促进切屑有效排出,提高刀具寿命和材料去除率。
2. 热敏性材料
对于某些航空航天合金或高温合金等热敏性材料,摆线铣削具有明显优势。通过减少刀具与工件的接触时间,可最大限度减少热量产生,有助于保持材料完整性,降低热损伤风险。
3.复合材料
摆线铣削可用于碳纤维增强聚合物(CFRP)和玻璃纤维等复合材料的加工。这类材料的磨蚀性和潜在分层特性给加工带来挑战,而摆线铣削的间歇切削和优化刀具路径可减少分层现象,改善表面光洁度,提高整体加工效率。
4. 硬质材料
摆线铣削可有效加工硬化钢、铸铁和特种合金等硬质材料。该技术能够降低切削力和切削热产生,有助于延长刀具寿命,改善这些难加工材料的加工性能。
5. 非金属材料
摆线铣削也适用于塑料、木材和复合材料等非金属材料,有助于减少刀具磨损,降低热量积聚,获得更好的表面光洁度。
需要注意的是,虽然摆线铣削适用于广泛的材料范围,但仍需根据被加工材料的具体性能和特性进行工艺调整。部分材料可能需要选用特定的切削刀具、涂层或加工参数来优化摆线铣削工艺。
四、摆线铣削实用操作技巧
合理执行的摆线铣削可成为高效的加工技术,以下是实现其优势的若干操作建议:
1. 刀具选型建议
根据具体的摆线铣削应用选用合适的刀具,需考虑材料类型、切削速度和刀具几何形状等因素。基于耐用性和耐热性考虑,通常推荐使用带有高性能涂层、至少5刃的整体硬质合金立铣刀进行摆线铣削。
2. 切削参数优化
合理优化进给和速度参数。由于刀具啮合减少和间歇切削作用,可采用较高的切削速度。但需保持适当的切屑负荷和进给量,以确保有效排屑并防止刀具过度磨损。
3. 刀具路径规划
仔细规划和编程刀具走刀路径。摆线铣削包含可提供不同半径的圆形或螺旋形走刀路线,建议利用CAM软件或编程技术生成优化的走刀路径,最大限度提高材料去除率,降低切削力。
4. 排屑控制
由于切削的间歇性,摆线铣削可能产生较长切屑。需确保有效排屑,防止切屑被反复重切引发一系列问题。可选用带断屑设计或特殊几何形状的刀具促进排屑,保持良好的切屑输送。可变螺旋刀具是现代切削技术优化的典型案例,适用于高切削参数的摆线铣削。
5. 系统刚性保障
整个加工过程中保持刚性和稳定性。确保工件正确夹紧,选用合适的刀柄,提供良好的减振和刚性。最小化振动对于摆线铣削获得精确一致的加工结果至关重要。
6. 冷却润滑
使用充足的冷却润滑液控制热量产生,延长刀具寿命。适当的冷却有助于散热,防止切屑焊接在刀具上,或材料熔化积聚在刀具表面。
7. 工艺测试与优化
摆线铣削可带来显著效益,但需针对特定材料和应用进行测试和优化。建议进行工艺试验,监控加工状态,根据实际需要进行参数调整以达到预期效果。
通过遵循上述建议并结合具体摆线铣削应用的要求,可充分发挥该加工技术的优势,获得高效高质量的加工结果。
