
12
2026.5
作者
37
阅读量
做机加工的朋友都清楚,表面粗糙度是零件质量的核心评判标准。很多车间常见的零件装配卡顿、磨损过快、外观不合格、使用寿命不足等问题,大多和粗糙度参数选型不当、工艺把控不到位有关。
不少新手容易陷入一个误区:认为表面越光滑,零件质量就越好。实则不然,过度追求高光洁度只会徒增加工成本,适配工况的粗糙度才是最优选择。
今天这篇干货,从基础定义、行业参数、表面工艺、选型技巧、实测方法等多个实操维度,系统梳理表面粗糙度核心知识点,适配车间工艺调试、图纸对标、质检验收等各类场景。

一、CNC表面粗糙度是什么?车间通俗解读
简单来说,表面粗糙度就是零件加工表面的微观凹凸程度。表面凹凸偏差越小,光洁度越高;偏差越大,表面纹理越粗糙,这也是区分零件加工品质的基础依据。
常规CNC精加工零件,Ra3.2是行业通用量产标准。这类零件手感光滑,但表面能看到轻微的走刀纹路、退刀螺旋纹理,足以满足大多数常规装配、承重、振动工况的使用需求,性价比极高。
不同使用场景,对表面粗糙度的要求各不相同,按需选择才是关键:
• 需要高光滑度的工况:滑动配合、精密贴合、密封类零件,适当降低粗糙度,能够减少摩擦损耗,提升零件耐磨性能;
• 需要适度粗糙度的工况:防滑锁紧、定位防松类零件,可保留合理表面纹理,利用摩擦力避免使用过程中滑脱松动。
整体来看,零件光洁度越高,所需的精加工工序越多,加工工时和生产成本也会随之上升。实际生产中,需要结合零件使用场景,在使用性能和加工成本之间做好平衡。另外,行业常提的“镜面加工”没有统一界定标准,建议大家以具体Ra数值作为判定依据,减少沟通误差。
二、机加工常用粗糙度术语(图纸高频参数)
看懂加工图纸、做好质量把控,首先要掌握粗糙度核心专业参数。以下是车间图纸标注、质检验收最常用的几项指标,也是机加工从业者必须掌握的基础内容:
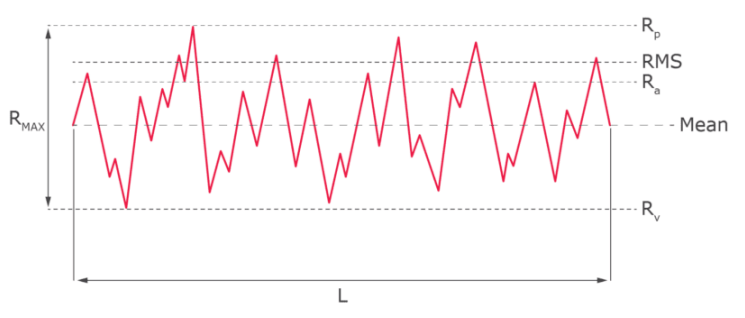
• Ra(算术平均粗糙度):行业应用最广的核心参数,也叫中心线平均值。统计测量区间内表面所有波峰、波谷的偏差平均值,直观体现零件整体光滑程度。

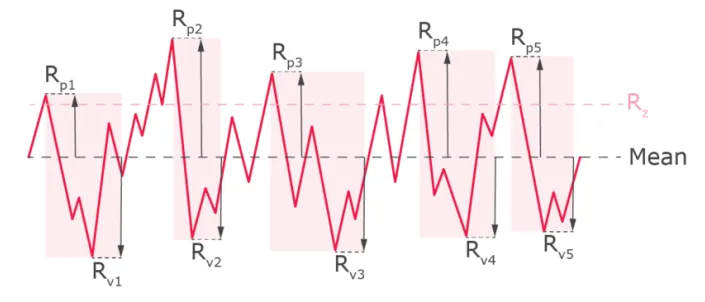
• Rz(微观不平度十点高度):选取测量区间内多组最高峰、最低谷的差值并取平均值,主要用来反映零件表面的最大凹凸落差。
• Rp:特指测量长度内,零件表面轮廓最高峰与基准平均线的垂直距离。
• Rv:特指测量长度内,零件表面轮廓最低谷与基准平均线的垂直距离。
• Rmax:测量区间内表面轮廓的最大凹凸差值,可反映零件表面的最大缺陷幅度。
• RMS:轮廓高度相对基准线的均方根平均值,精准体现零件表面微观波动状态。
三、重点拆解:最常用核心参数Ra
Ra是图纸标注、现场质检的首选参数,几乎覆盖绝大部分机加工场景,常用单位为微米(μm)、毫米(mm)。核心规律很好记:Ra数值越小,表面凹凸越小,零件越光滑;数值越大,表面纹理越粗糙。
日常所见的精密配件、电子产品触控面板,都采用极低Ra值加工,兼顾手感和外观;而Ra值偏高的粗糙表面,加工成本更低,但表面易积灰、磨损速度更快,不太适合精密装配场景。
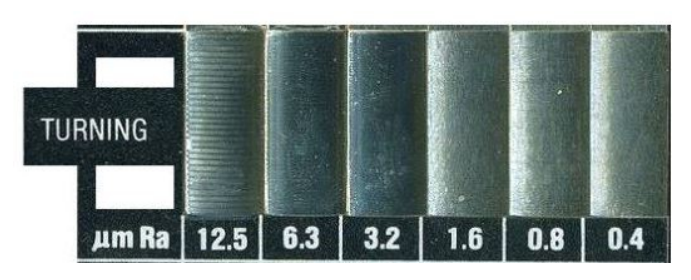
目前CNC常规加工可稳定实现的粗糙度等级主要分为四档:3.2μm、1.6μm、0.8μm、0.4μm,适配场景和加工成本差异较为明显。
Ra3.2μm(常规量产标准):属于机加工基础光洁度标准,表面留有轻微刀纹,适配重载、振动工况下的常规结构零件,加工效率高、性价比突出,是批量生产的主流选择。
如果需要更高的光洁度、更小的Ra值,一般需要增加精修、光刀等精加工工序,会适当延长加工周期,加工成本也会有所增加。
附Ra通用计算公式:Ra = 1/L ∫|y(x)| dx(0到L)
其中 L 为采样测量长度,y(x) 为表面任意位置相对基准线的垂直偏差。
四、五大主流表面处理工艺,对应不同粗糙度效果
零件最终的表面光洁度,不仅取决于CNC切削工艺,后续表面处理方式也会直接改变粗糙度和零件使用性能。行业常用的主流处理工艺共5种,大家可按需选用:
1. 原生CNC加工表面
加工完成后无需任何后处理,保留原始切削纹路。优势是尺寸精度稳定、无额外加工成本,适合治具、夹具、基础结构件等对外观、光洁度无特殊要求的零件。

2. 精细光滑表面(磨削/抛光)
通过精磨、抛光等工艺细化表面纹理,成品表面细腻平整、摩擦系数小,适配精密滑动、贴合、密封类零件,同时能满足基础外观要求。

3. 纹理粗糙表面(喷丸/压纹)
通过喷丸、压纹工艺制作均匀凹凸纹理,既能提升零件表面摩擦力,满足防滑、锁紧需求,也能增强油漆、涂层的附着力,适合需要涂装处理的结构件。

4. 镜面抛光表面
经过多道精细抛光工序处理,表面可实现反光成像效果,光洁度极高。多用于高端装饰件、精密外观件,整体质感优异,但加工工序繁琐、成本偏高。

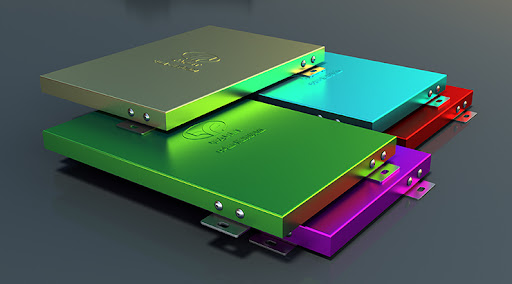
5. 阳极氧化处理(铝/钛合金专用)
依靠电化学反应在金属表面生成致密氧化膜,兼具防锈、耐磨、绝缘性能,还可定制各类彩色外观,是铝、钛合金零件兼顾防护与装饰的常用工艺。
五、粗糙度精准选型指南:兼顾质量与成本
实际生产中,无需一味追求高光洁度,结合零件用途、精度要求和生产预算选型,才能实现性价比最大化,通用选型参考如下:
• Ra3.2μm:综合性价比最高,适配常规结构件、后续需喷漆打磨、低精度装配的量产零件,是车间通用首选;
• Ra1.6μm:表面刀纹极浅,外观质感更好,精度与成本平衡合理,适合中小型精密常规零件加工;
• Ra0.8μm / 0.4μm:超光滑无明显刀纹,适配精密配合、高频滑动、集中受力的高端精密零件,适合高精度设备配件,加工成本相对更高。
超高光洁度需要额外精加工工序加持,生产成本会明显提升,建议仅在表面质感、尺寸精度有硬性要求的工况中使用。
六、不同粗糙度效果的现场实现工艺
零件表面的纹理、光洁度等级,由切削工艺和后处理工艺共同决定,不同工艺的成品效果、适用场景各有优劣:
1. 原生CNC切削
尺寸精度表现优异,常规工况下公差可稳定控制在±0.005mm以内,刀具路径精准还原设计模型,无需额外加工成本。仅存在天然切削纹路,适合样机、工装、批量基础结构件加工。
2. 喷砂处理
利用高压气流喷射玻璃微珠,可均匀遮盖表面刀纹,打造哑光质感,美化零件外观。但该工艺可控性一般,会轻微改变零件尺寸,不太适合高精度尺寸零件加工。
3. 阳极氧化工艺
尺寸控制精度优于喷砂工艺,生成的氧化膜硬度高、耐腐蚀、绝缘性好,分为两种常用规格:
• II型普通阳极:涂层轻薄,可做透明或彩色氧化效果,适合外观件、常规防护类铝合金零件;
• III型硬质阳极:工艺管控标准更高,涂层更厚、硬度和耐腐蚀性更强,成本相对偏高,多用于高端工程精密零件。
七、车间常用粗糙度测量方式,适配不同质检场景
精准测量是把控粗糙度质量的关键,车间目前主流的检测方式分为三种,可根据检测精度、生产场景灵活选择:
1. 接触式轮廓仪
通过金刚石探针贴合零件表面滑动,采集微观位移数据计算粗糙度,测量精度高、数据稳定性好。不足之处在于,探针可能划伤软性工件,且检测速度较慢,更适合抽样精准检测,不太适配大批量流水线快速质检。
2. 非接触式光学轮廓仪
依托激光、光学成像技术采集零件三维表面轮廓,无需接触工件、无损伤,检测速度快,可测量大面积区域,数据精准度高,是目前高端精密零件质检的主流设备。
3. 便携式粗糙度测试仪
设备便携无接线限制,现场可快速测出数据、生成纹理曲线,操作简单、性价比高,完全适配车间现场抽检、批量常态化质检场景。
八、行业粗糙度对比标准与实操注意事项
粗糙度对比样块、行业对照表,是车间快速判定光洁度的常用工具,操作人员可通过目视、手感对比样块,快速初步判定零件粗糙度等级,提升质检效率。
需要注意的是,人工对比仅适用于粗略筛查,精度有限。针对出货质检、高精度零件验收,建议使用专业测量设备获取精准数值,避免凭经验判断导致的质量偏差。同时,各类工艺对应的标准粗糙度参数,也是工程师图纸标注、工艺方案设计的重要参考依据。
结语
表面粗糙度看似是基础加工参数,却直接影响零件的使用性能、外观品质和加工成本。熟练掌握Ra、Rz等核心参数含义,结合工况匹配对应的加工工艺和表面处理方式,用好各类测量工具把控精度,既能有效减少零件报废、装配失效问题,也能避免过度加工造成的成本浪费,是机加工、工艺工程师必备的实操技能。