
5
2026.5
作者
13
阅读量
但“刀”这个字眼太笼统了。在切削现场的对话中,老师傅会提到“开粗的”、“精铣的”、“搞孔的”;图纸上标注的则是型号代码;而刀具工程师嘴里,则冒出“基体材料”、“涂层工艺”、“刃口处理”这些词汇。初学者常常困惑:同样是一把刀,为什么有这么多叫法?
这是因为,数控刀具从来不是一个维度就能定义的。它的身份,由六种不同的坐标系交叉锁定。

一、按工艺职能划分
这是最直观、最古老,也最根本的分类方式。任何一把刀,首先要回答一个问题:你负责完成什么工序?
车刀家族,是旋转战线的老兵。工件高速旋转,刀具沿轴向或径向进给,外圆、端面、螺纹、切槽,都出自它们之手。铣刀则恰恰相反——刀具旋转,工件做辅助运动。这是当代加工中心上最庞大的族群:面铣刀扫平大平面,立铣刀啃凹槽和侧面,球头铣刀精修出光滑的曲面模具。孔加工刀具则是一支专门对付“洞”的特种兵,从麻花钻初开内孔,到铰刀将孔径推至微米级精度,再到镗刀修正已有孔的形位误差,分工极细。滚齿刀、拉刀、铰刀延伸至齿轮和异形截面加工,拉削加工在一次行程中完成粗精加工,效率高得惊人。
分类的意义不止于认识。加工一个零件,工序的先后顺序,就决定了刀具登场的次序。这是工艺设计的起点。


二、按结构形式划分
同样是铣平面,一把刀可以是一根合金棒磨成的整体立铣刀,也可以是一个钢制刀体上装着可拆卸刀片的面铣刀。这是结构的分野。
整体式刀具,刀体与刀刃同质同体。高速钢麻花钻、小直径硬质合金铣刀是典型代表。精度高、刚性好,但一旦刃口损伤,整把刀就报废,成本高。焊接式刀具,将硬质合金刀片铜焊在钢制刀杆上,早年车刀多用此结构,如今在中大型孔加工刀具中仍有立足之地。而机夹可转位刀具,则完全改写了游戏规则:多边形刀片以螺钉或压板形式固定在刀体上,一片刀片有多个可用刃口,一个磨损,松开转位即获得全新刀刃。刀体成了长期资产,刀片则是消耗品。
这种“刀体+刀片”的分离逻辑,重塑了刀具的经济模型:初期投入和长期消耗被分开管理。

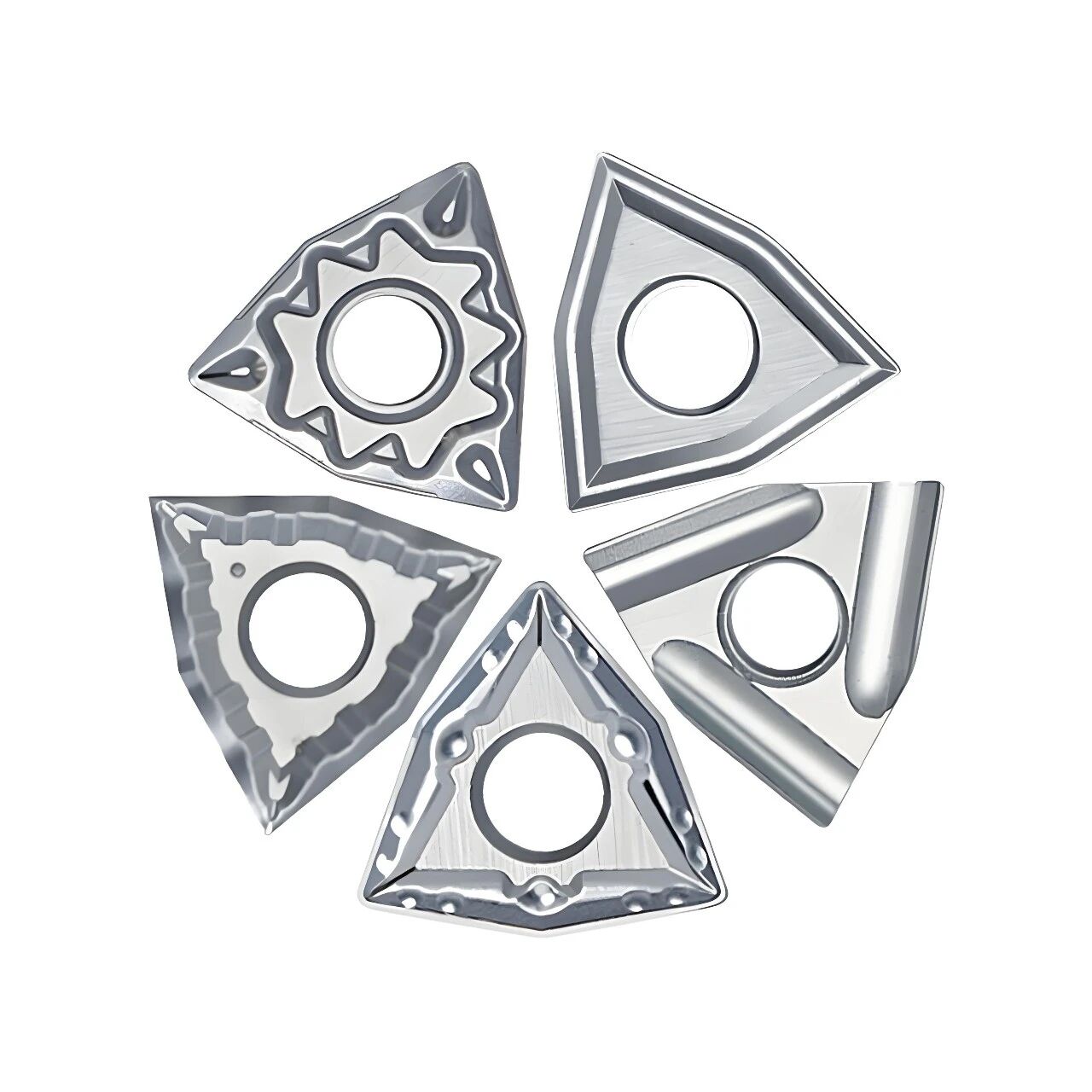
三、按刀片形状划分
当我们聚焦到机夹可转位刀具时,刀片的几何形状就成了第二个重要标签。
每种形状背后,都是一套性能取舍的权衡。正三角形刀片,通用性极佳,外圆车削、端面仿形皆可胜任。正方形刀片,拥有四个可用刃口,45°主偏角适合锻造件、铸件的粗加工,经济性突出。菱形刀片,以锐角切入工件根部,仿形能力无可替代,是数控车床上的主力。圆形刀片则带来最大的刃口强度和最佳的进给率潜力,是重型粗加工的首选。
这里存在一个反直觉的规律:刀片角度越锐,加工坡口、清根能力越强,但刃口强度越低;刀片形状越接近圆形,强度越高,但在狭窄空间里就显得笨拙。工艺人员配刀,本质上是在强度和锋利度之间找到那个微妙的平衡点。



四、按接口系统划分
再好的刀,如果装不上机床主轴,就是废铁。刀具与机床的接口系统,是当代加工自动化中最容易被忽视、却又绝对不容出错的环节。
各种锥柄系统统治着不同的机床生态。BT系列仿形刀柄,靠7:24的锥度定位,是亚洲市场最常见的立式加工中心接口。HSK系统则是中空短锥结构,采用内涨紧锁紧方式,高速旋转下精度保持性远优于传统实心锥柄,成为高速加工的主流选择。Capto多边形接口将扭矩传递和精定位统一在圆弧三棱曲面上,模块化能力强。PSC系统进一步将刀柄与刀座的接口标准化,一辆AGV小车就可以为车床自动换刀。
接口决定了刀具的夹持刚度、重复定位精度和极限转速。车间里那把振动大、加工面粗糙的刀,有时问题不在刀片,而在刀柄接口已经磨损。

五、按刃口材料划分
切削刃本身的材料,决定了刀具能“啃得动”什么,能用多快速度啃。这是刀具性能的底层约束。
高速钢,这个诞生于上世纪初的材料,韧性极为出色,能承受较大冲击,至今仍在钻头、丝锥、拉刀等复杂刀具中不可取代。硬质合金则是中坚力量,碳化钨微粒以钴为粘结剂烧结而成,硬度和耐热性都明显优于高速钢,切削速度可以是高速钢的四到六倍。在其基础上,涂层技术又为基体披上了一层更硬、更耐磨、更隔热的“外衣”。金属陶瓷,以钛的化合物为硬质相,与钢的亲和性更低,在精加工中可以实现极高的表面质量。立方氮化硼,硬度仅次于金刚石,却是加工淬硬钢、冷硬铸铁的利器,因为它不与铁族元素发生化学反应。聚晶金刚石则是非铁金属的终极克星,加工铝合金、钛合金以及复合材料时,寿命可达硬质合金的数百倍。
材料是刀具的血统。一把半米直径的面铣刀,刀体是钢的,但在切削区域嵌入聚晶金刚石复合片,这把刀的血统就由后者决定,这个原则叫做“薄弱环节定等”。

六、按切削刃螺旋形态划分
螺旋角,是立铣刀等旋转刀具区别于直刃刀具的关键特征。它描述的是刀刃沿刀轴盘旋的程度,通常用螺旋角角度度量。
大螺旋角刀具,刃口切入工件时是渐进式的点接触,切削力变化平缓,加工表面光洁;螺旋槽本身又提供了充足的排屑空间,铝、铜等软粘材料的加工几乎非它不可。小螺旋角刀具,则拥有更强的芯部截面,刚性更好,在钢件、铸铁的粗加工中寿命更长。直刃刀具则是粗暴而刚猛的那一类,槽宽可以做得很大,专门处理大切深下的重负荷。
螺旋角的选择,是排屑效率与刀具刚性之间的经典权衡。切削铝合金用45°大螺旋角,切钢件用30°左右,切钛合金则需要特殊变螺旋设计来抑制颤振——这一切都有其力学依据。

六种分类方法,并非彼此孤立。一把具体的刀,同时拥有工艺身份、结构形式、刀片形状、接口型号、刃口材料和螺旋形态这六个维度的标签。当所有这些标签被清晰地定义和记录,刀具的选型、采购和管理就从模糊经验,迈向了数据驱动。
而这,正是现代精密制造在看不见的细节里,积累起来的真功夫。