
25
2026.4
作者
50
阅读量
在机械制造领域,孔加工是最基础也最关键的工序之一——从冷却装置的管板到发电设备的蒸汽发生器,从箱体零件到套筒组件,几乎所有核心部件都离不开精准的孔加工。而钻头作为孔加工的“核心工具”,其使用技巧、加工工艺的选择,直接决定了产品精度、生产效率和刀具寿命。
一、钻头特性与分类
钻头是孔加工中最常用的刀具,尤其在无预孔的粗加工中不可或缺。想要用好钻头,首先要掌握它的核心特性和分类。
从结构来看,钻头通常有两个主切削刃,加工时需同时完成回转和切削动作。其前角从中心轴线至外缘逐渐增大,切削速度则相反——越靠近外圆切削速度越高,回转中心的切削速度为零。这就导致了一个关键问题:位于回转中心附近的横刃,因负前角大、无容屑空间,会产生较大的轴向抗力,影响加工稳定性。
解决这个问题的关键的是修磨横刃:将横刃刃口修磨成DIN1414中的A型或C型,使中心轴线附近的切削刃变为正前角,就能显著减小切削抗力,提升切削性能。
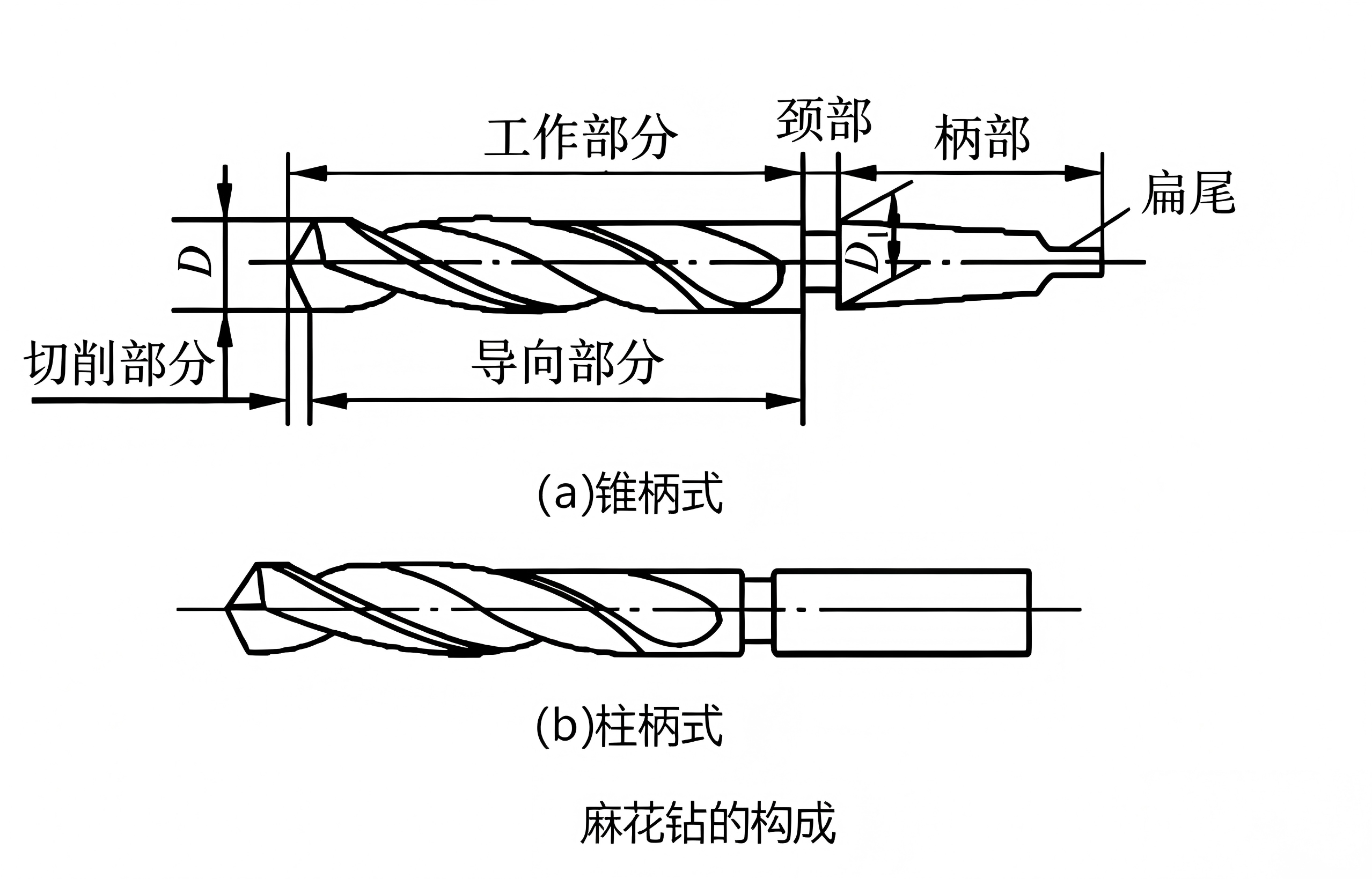
根据工件材料、形状和加工需求,钻头的种类也十分丰富,常见的有:高速钢钻头(麻花钻、群钻、扁钻)、整体硬质合金钻头、可转位浅孔钻、深孔钻、套料钻和可换头钻头等。其中,高速钢钻头适合中低速加工,硬质合金钻头则凭借耐高温特性,适合高速切削,大家可根据实际场景选择。
二、钻削关键问题
钻削加工的特殊性的在于,切削过程在狭窄的孔内进行,切屑必须通过钻头刃沟排出——切屑形状是否合理,直接影响钻孔精度、钻头寿命,甚至会导致钻头折断,这也是很多新手容易忽略的点。
常见的切屑形状有片状屑、管状屑、针状屑、锥形螺旋屑、带状屑等,不同形状的切屑会带来不同问题:
① 细微切屑(如粉状屑、扇形屑)容易阻塞刃沟,不仅会降低钻孔精度,还会缩短钻头寿命,严重时直接导致钻头折断;
② 长切屑(如螺旋屑、带状屑)会缠绕钻头,妨碍作业,还会阻碍切削液进入孔内,进而引发钻头折损。
想要解决切屑问题,有两个实用方向:
一是通过工艺调整改善:可单独或联合采用增大进给量、断续进给、修磨横刃、装断屑器等方法,优化断屑和排屑效果;
二是选用专业断屑钻头:这类钻头在沟槽中增加了断屑刃,能将切屑打断成易清除的碎屑,不仅能避免堵塞,还能让冷却液更易流至钻尖,改善散热和切削性能。更贴心的是,断屑刃贯穿整个沟槽,多次修磨后仍能保持原有功能,还能强化钻体刚性,增加单次修磨前的钻孔数量。

三、钻孔精度
孔的精度由孔径尺寸、位置精度、同轴度、圆度、表面粗糙度及孔口毛刺等因素决定,而钻削过程中,很多细节都会影响最终精度,我们重点说说几个高频问题及解决方法。
首先是影响精度的核心因素:
① 钻头装夹精度及切削条件(刀夹、切削速度、进给量、切削液等);
② 钻头尺寸及形状(长度、刃部形状、钻芯形状等);
③ 工件形状(孔口侧面形状、厚度、装卡状态等)。
针对几个常见精度问题,给大家整理了实用解决方案:
1. 扩孔问题:多由钻头摆动引起,尤其是刀夹磨损会严重影响孔径和定位精度,因此刀夹磨损严重时需及时更换;钻小孔时,建议选用刃部与柄部同轴度较好的粗柄小刃径钻头,减少摆动影响。
2. 孔的圆度问题:钻孔时容易因钻头振动,钻出三角形、五边形等多边形孔,孔壁出现来复线纹路。解决方法:控制夹头振动、切削刃高度差,保证后面及刃瓣形状对称;同时提高钻头刚性、增大每转进给量、减小后角并修磨横刃,待钻孔达到一定深度,刃带棱面与孔壁摩擦增大,振动会自然衰减,圆度也会改善。
3. 斜面/曲面上钻孔:这类场景定位精度差,钻头径向单面吃刀会缩短刀具寿命。建议先钻中心孔或用立铣刀铣孔座,选用切入性好、刚性强的钻头,同时降低进给速度。
4. 毛刺问题:钻削韧性大的材料或薄板时,孔的入口和出口容易出现毛刺,这是因为钻头钻透前,材料发生塑性变形并卷曲。解决核心是优化切削参数,减少材料塑性变形,必要时可后续进行去毛刺处理。
四、孔加工工艺
除了钻头使用,孔加工还有多种工艺,不同工艺的精度、适用场景不同,掌握它们的区别,能大幅提升生产效率。常见的有钻孔、扩孔、铰孔、镗孔四种,具体如下:
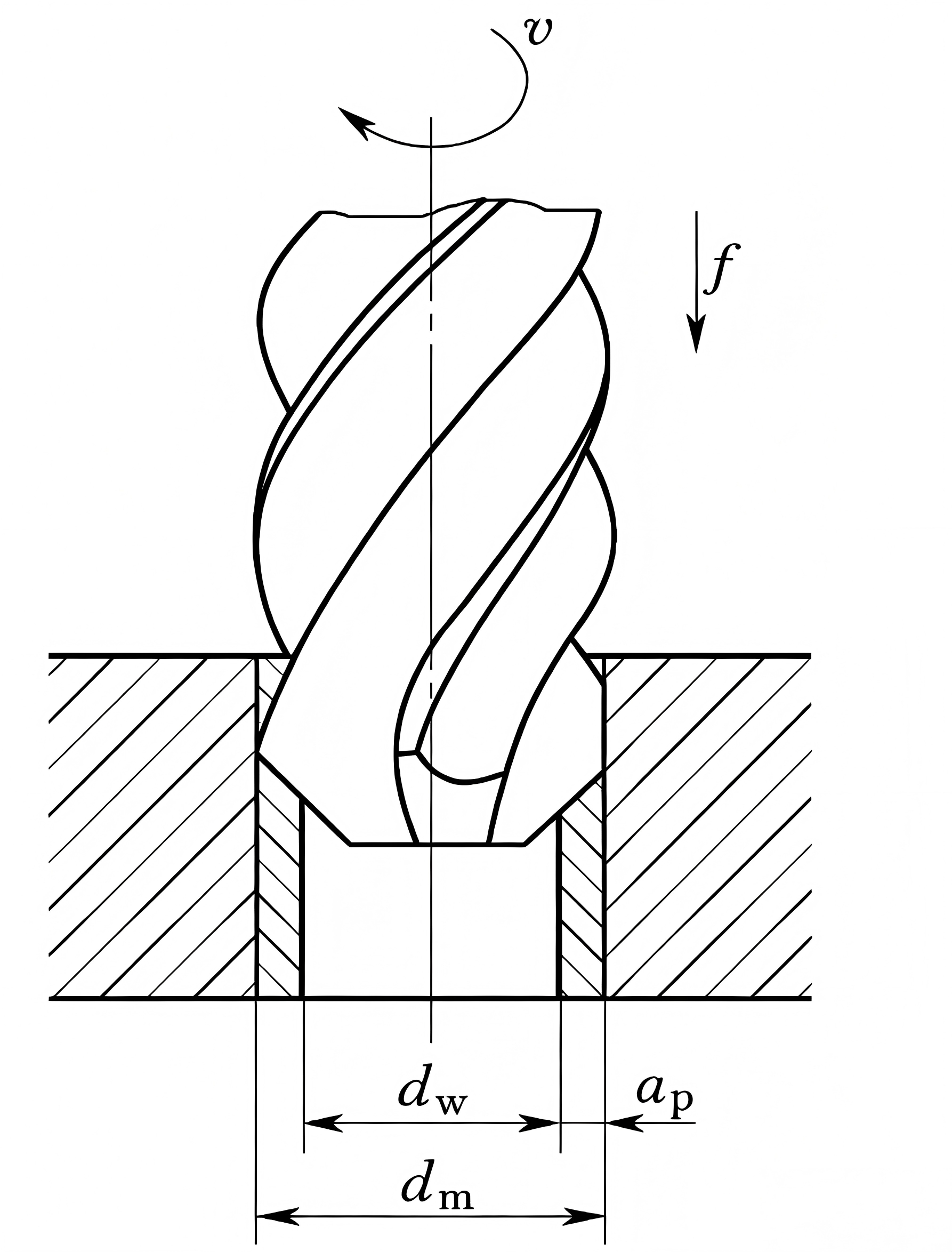
01 钻孔
定义:在无预孔的工件上直接打孔,直径一般小于80mm,分为钻头旋转和工件旋转两种加工方式。
特点:钻头刚性较低、定心性差,精度较低(一般IT13-IT11级),表面粗糙度Ra50-12.5μm,但金属切除率高、效率高。
适用场景:加工质量要求不高的孔,如螺栓孔、螺纹底孔、油孔等;高精度孔需后续通过扩孔、铰孔等工序优化。
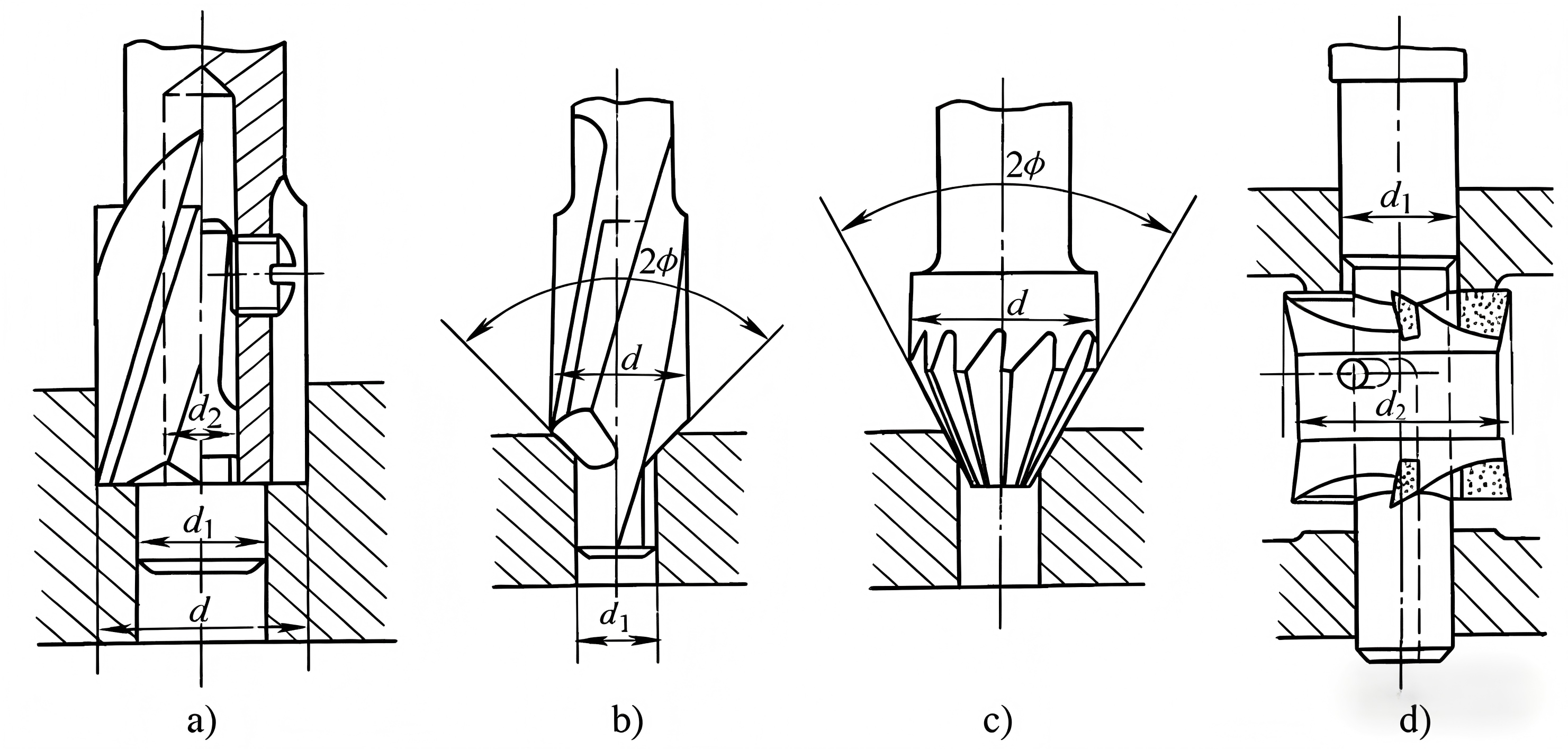
02 扩孔
定义:用扩孔钻对已钻出的孔进行扩大加工,可修正孔的位置精度,解决孔径大于钻头直径的问题。
特点:扩孔钻齿数多(3-8个)、无横刃,导向性好、切削稳定;刀体强度高,加工精度(IT11-IT10级)和表面粗糙度(Ra12.5-6.3μm)优于钻孔。
适用场景:可作为精加工前的预加工,也可作为要求不高的孔的终加工;钻直径≥30mm的孔时,先预钻小直径孔(孔径的0.5-0.7倍),再扩孔,可提升质量和效率。
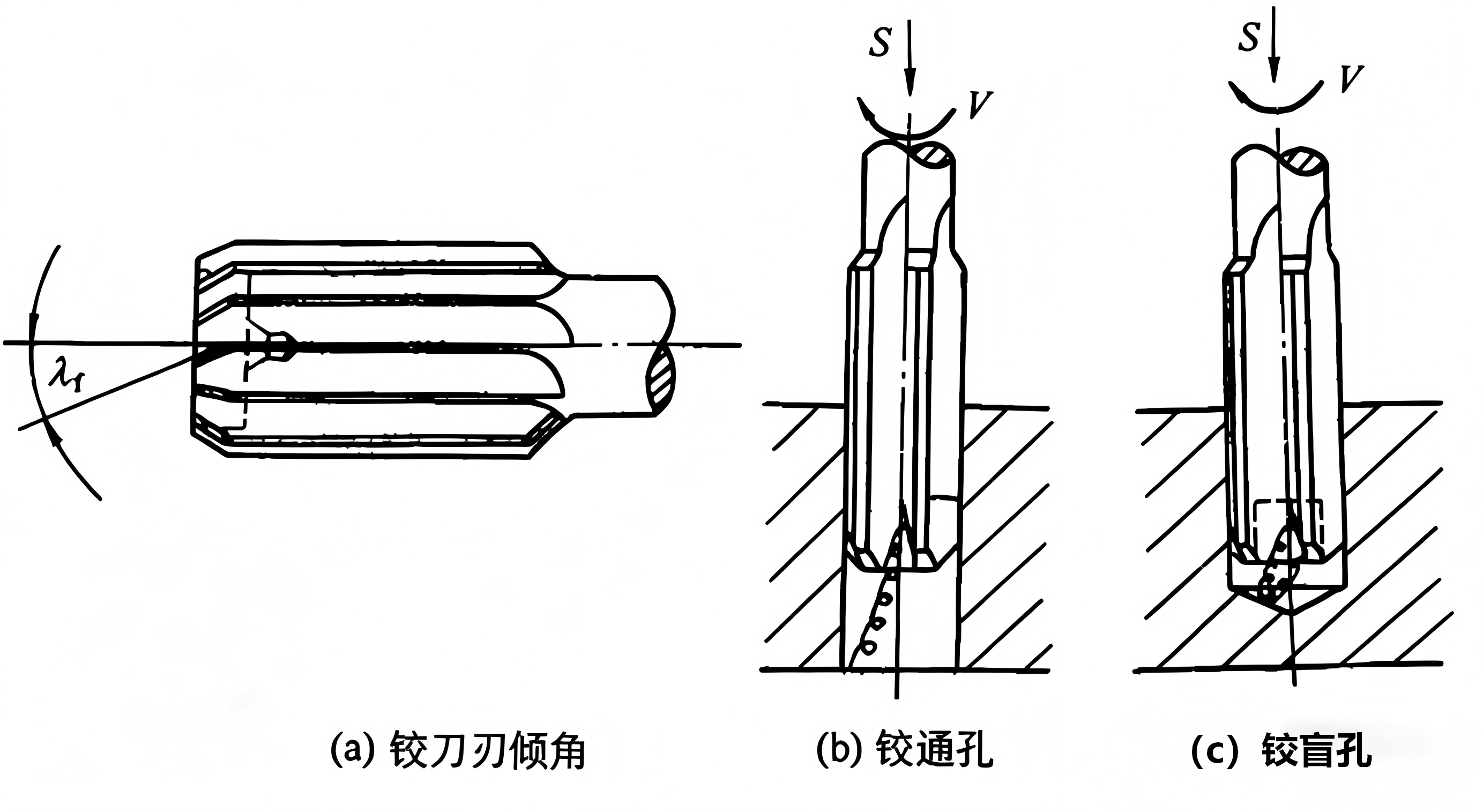
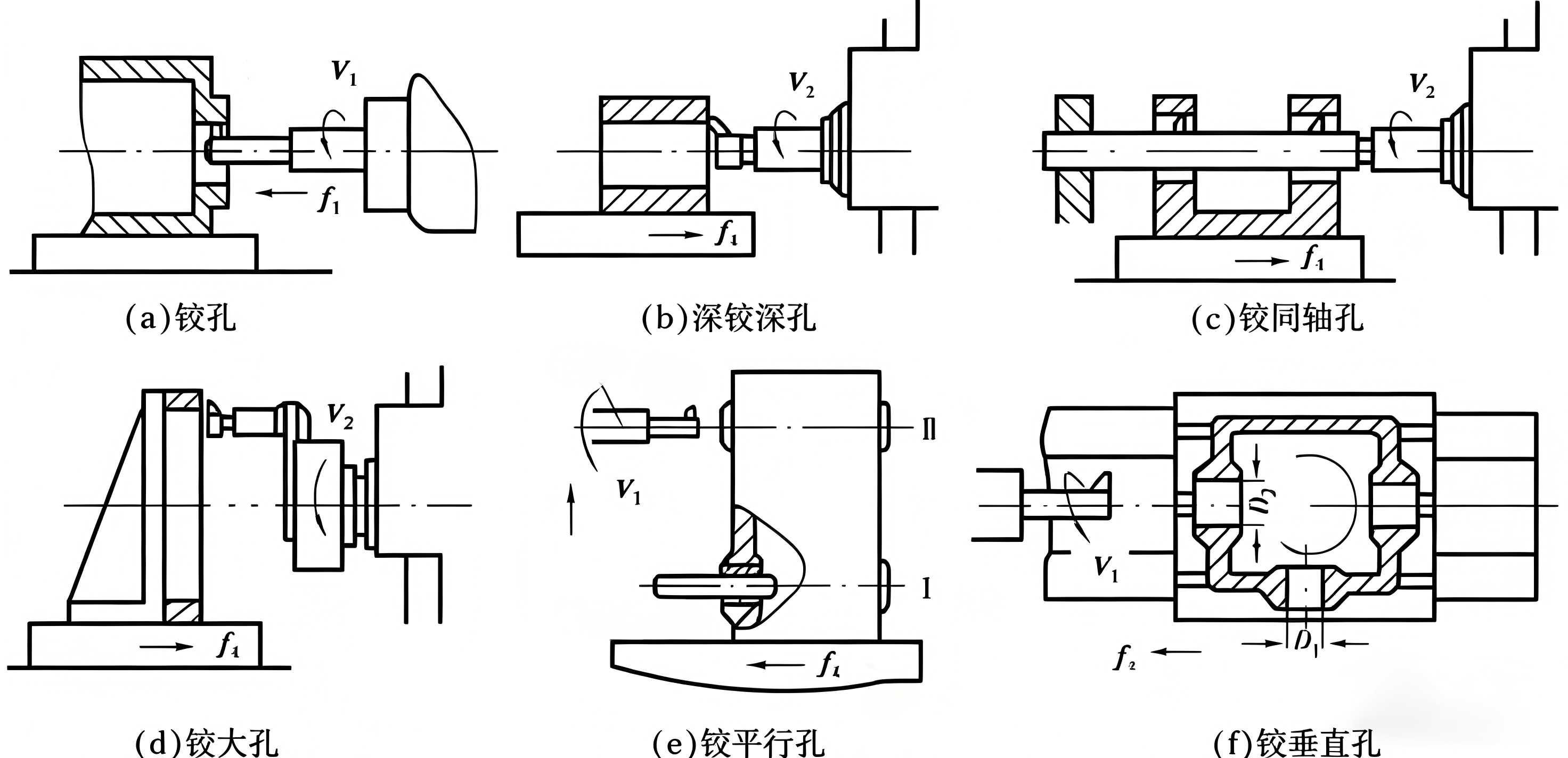
03 铰孔
定义:用铰刀对孔进行精加工,属于精密扩孔,适合较小的孔,比内圆磨削、精镗更经济。
关键要点:铰孔余量需控制得当——粗铰0.35-0.15mm,精铰0.15-0.05mm;切削速度要低(高速钢铰刀加工钢和铸铁时v<8m/min),进给量与孔径匹配;必须使用切削液,冷却、润滑并清除切屑。
特点:精度高(IT9-IT7级),表面粗糙度Ra3.2-0.8μm,生产率高,但不能校正孔轴线的位置误差,不宜加工阶梯孔和盲孔。
典型工艺:钻—扩—铰,是中等尺寸、IT7级精度孔的常用加工方案。
04 镗孔
定义:用镗刀对已钻出、铸出或锻出的孔进行进一步加工,可在车床、镗床或铣床上进行,分为粗镗、半精镗、精镗。
特点:孔径不受刀具尺寸限制,误差修正能力强,可通过多次走刀修正原孔轴线偏斜;不同精度等级对应不同要求——粗镗(IT13-IT12级,Ra12.5-6.3μm)、半精镗(IT10-IT9级,Ra6.3-3.2μm)、精镗(IT8-IT7级,Ra1.6-0.8μm)。
适用场景:适合加工大孔径、高精度孔,尤其适合加工与外圆表面有同轴度要求的孔。
五、实用补充
想要降低生产成本,延长钻头寿命、掌握重磨技巧必不可少。
1. 钻头寿命与加工效率:在满足工件技术要求的前提下,以切削路程(寿命)和进给速度(效率)为评价指标。高速钢钻头受回转速度影响大,可通过增大每转进给量提升效率(需试切确定断屑范围);硬质合金钻头耐热性好,受回转速度影响小,可通过提高回转速度提升效率。
2. 切削液使用:分为水溶性(冷却性好、环保)和非水溶性(润滑性好、防锈),使用时需保证充分到达切削点,严格控制流量、压力、冷却方式(内冷/外冷),避免稀释不当或变质缩短刀具寿命。
3. 钻头重磨:当出现切削刃磨损、孔精度下降、切屑异常、切削抗力增大等情况时,需及时重磨。建议使用专用刃磨机,按原钻型重磨(原钻型有缺陷可适当改进);刃磨时防止过热、去除钻头损伤、保证钻型对称,硬质合金钻头尽量保持原刃型。

孔加工每一个细节都影响最终产品质量——从钻头的选择、切屑的控制,到工艺的搭配、钻头的重磨,都需要结合实际场景灵活调整。关注智刀云,后续将持续输出数控加工、刀具选型、数字化工厂等领域的硬核干货,助力制造业高效升级!