
商城公告
新闻资讯
产品资讯
技术文章
知识库
24
2026.4
作者
4
阅读量
交叉孔(贯穿孔)难加工?4个实用技巧轻松破解
贯穿孔(交叉孔)是众多工厂加工中的常见难题,因钻头支撑不足易引发各类问题。本文详解加工难点,并分享4个实操技巧,助力解决交叉孔加工困扰。
对于很多工厂而言,贯穿孔加工一直是令人头疼的难题,也就是我们常说的交叉孔加工问题。从事机械加工的朋友都清楚,钻头进行钻削作业时,两端都需要足够的支撑力,一旦支撑不到位,加工过程中就容易出现各种故障。
我们在加工交叉孔时,这种支撑不足的情况尤为常见。而且需要说明的是,很多带有交叉孔的零件,核心功能都是通水或通油,比如模具的水冷孔、曲轴的油道孔,本质上都是依靠交叉孔实现介质流通。
不管是加工的零件本身,还是参与作业的钻头,在加工过程中都难免遇到各类问题。在切削加工中,若出现加工中断(比如钻削时无法连续切削),就可能损伤钻头切削刃边缘;当钻头穿过孔口时,还可能伴随振动,同样会影响切削刃完好性。
排屑问题更是深孔加工的重点难点:切削碎屑若堵塞排屑槽,不仅会破坏孔的表面光洁度,还会损伤刀具刃口;若切屑被“推到”刃口前端,还可能出现二次切削,对刀具寿命造成灾难性损耗。
除此之外,交叉孔加工还容易出现毛刺问题,加工振动会导致钻头偏斜,增加获得高质量孔径的难度。其实钻削与车铣加工区别很大,尤其是深孔加工——当孔径超过10倍径时,大多需要通过钻屑形状或加工声音判断切削状态。
如果加工设备没有配备辅助监控系统(比如美国的Arits),经验不足的操作人员很可能遭遇多次断刀事故,这几乎是每个加工从业者都可能经历的困境。不过,无论钻头设计形式和制造商如何不同,交叉孔加工都有4个通用实操技巧,具体如下:
一、降低加工参数,把控进给速度
无论使用硬质合金钻头、可转位钻头还是皇冠钻,都建议适当减慢进给速度:以全进给速度启动钻孔,在接近、进入和退出交叉孔时,将进给速度降低25%-75%,完成后再恢复全进给速度。
操作人员需结合具体工况,优化加工程序适配交叉孔加工。相对而言,单孔加工的挑战更少,通常只需降低线速度即可适应工况。
若在曲面位置加工交叉孔,需根据实际情况微调参数,调整幅度取决于孔径质量要求:仅需打穿孔时调整较简单;若需高精度孔径位置,则可能需要多次调整才能达到理想效果。
行业通用经验建议优先降低50%加工速度,具体需结合工况调整:在交叉孔中心线、进入面平坦时,可少降速度;若进入面为曲面、两孔偏移(涉及曲率),则需进一步放慢速度。
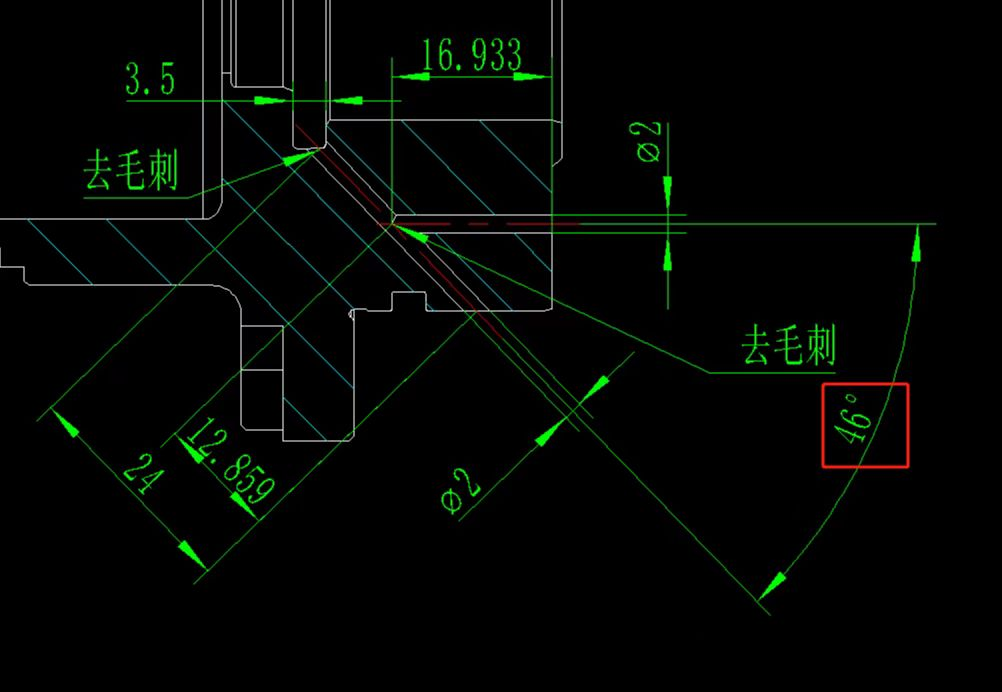
另外,45°或30°钻孔角度比90°难度更大。30°钻孔时,钻头支撑不足,需延长支撑并降低进给、加工速度;使用枪钻时,可低速退刀减少刀具抖动。
需注意特殊情况:加工不锈钢、耐热合金钢等易加工硬化材料时,进给过慢易产生摩擦,需通过其他方式解决加工难题。
二、使用优质冷却液,助力高效排屑
优质冷却液对交叉孔加工至关重要,尤其是深孔加工,冷却液需具备合适压力和充足流量,通过内冷孔直达切削刃口,实现充分冷却。
若加工设备不具备基本冷却液供给条件,建议加工前完善准备工作,否则会大幅增加深孔加工阻力,影响效率和质量。
当小孔径穿过大孔径时,两者间会有空隙,切屑易沿排屑槽掉落,此时需足够冷却压力及时清理切屑,全程保持稳定压力,才能提升孔径加工质量。
三、选用短规格刀具,增强刚性减少振动
加工不同规格孔径时,建议优先加工大孔径,可减小钻尖应力。钻头穿过大孔时,孔的曲率更大,钻尖能接触更远一侧,我们更希望钻头横刃先接触零件而非侧面。
加工交叉孔时,应尽量选用短钻头——其刚性更强、振动更小,能有效减少钻头偏斜、断刀问题,保障加工稳定性。
四、非标定制刀具,适配特殊加工需求
被加工材料特性、孔的尺寸规格及最终产品性能,直接决定钻头类型和是否需要非标钻头。
例如,可在枪钻上增加导条减少振动;也可选用更高硬度合金材料或优质涂层,提升刀具使用寿命,适配交叉孔复杂加工需求。
0